Kính chào hành khách, chào mừng hành khách đã đến với Công ty sản xuất giày thể Thao Mira . Bạn muốn kinh doanh thương mại loại sản phẩm giày...
[Tìm hiểu] Nguyên lý làm việc của máy đúc áp lực – AIE
Đúc áp lực đè nén là một trong những chiêu thức được vận dụng thông dụng, bởi nó mang đến nhiều ưu điểm điển hình nổi bật trong quy trình sản xuất. Chính vì lẽ đó mà các nhà phong cách thiết kế đã nghiên cứu và điều tra và ý tưởng máy đúc áp lực đè nén giúp cho việc làm trở nên đơn thuần và đồng điệu hơn. Để có cái nhìn tổng quan hơn về loại máy này, các bạn hãy theo dõi bài viết dưới đây nhé !
Máy đúc áp lực buồng nguội
Hiện nay máy đúc áp lực đè nén buồng nguội gồm có 3 kiểu chính : kiểu nằm ngang, kiểu ép thẳng đứng từ dưới lên, kiểu ép thẳng đứng từ trên xuống. Cụ thể :
-
Đúc áp lực đè nén nằm ngang : Mặt khuôn có chiều thằng đứng, hầu hết những loại máy đúc lúc bấy giờ đều được vận dụng theo nguyên tắc trên .
-
Máy đúc áp lực kiểu thẳng đứng từ dưới lên: Khi piston 1 đi xuống, lượng kim loại lỏng sẽ được cho vào trong buồng ép. Cho đến khi piston đi lên qua lỗ nạp, lúc này sẽ xảy ra quá trình làm đầy và ép khuôn, vật đúc lúc này sẽ hoàn toàn đông đặc. Phương pháp này sử dụng mặt khuôn nằm ngang, do đó khi người dùng nhấc nửa khuôn 3 thì vật đúc vẫn giữ nguyên vị trí, không bị rơi xuống. Để vật đúc ra khỏi khuôn thì cần đến sự trợ giúp của hệ thống cần đẩy.
Bạn đang đọc: [Tìm hiểu] Nguyên lý làm việc của máy đúc áp lực – AIE
- Máy đúc áp lực đè nén kiểu thẳng đứng từ trên xuống : Khi pittong 1 đi lên phần sắt kẽm kim loại lỏng được nạp vào buồng ép ngay lực tức sẽ đông đặc lại tại chỗ. Đồng thời thắt dòng 2 không hề đi vào bên trong hốc của khuôn 1 được. Cho đến khi piston1 đi xuống chịu tác động ảnh hưởng của áp lực đè nén cao khiến cho lượng sắt kẽm kim loại đã đông đặc tại vị trí thắt dòng 2 sẽ bị đẩy xuống dưới. Sau đó phần sắt kẽm kim loại lỏng điền đầy trong khuôn đúc thứ 3 .

Nguyên lý thao tác của máy đúc áp lực đè nén buồng nguội được thực thi như sau :
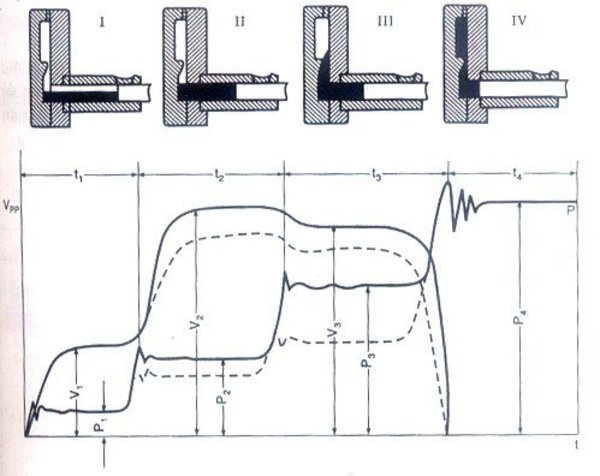
Giai đoạn 1: Cấp nguyên liệu
Hệ thống xy lanh thủy lực sẽ thực thi trách nhiệm khóa khuôn sau khi đã thực thi khóa khuôn lên bàn máy, lúc này 2 nửa khuôn sẽ được ép chặt lại với nhau. Ở tiến trình thứ nhất, cốc rót sắt kẽm kim loại lỏng sẽ đưa lượng sắt kẽm kim loại lỏng đi vào bên trong xy lanh ép .
Khi sắt kẽm kim loại lỏng đầy cốc rót, pittong ép sẽ khởi đầu đi qua đồng thời bịt lỗ rót. Lúc này áp lực đè nén và tốc độ pittong ép bên trong buồng ép nhỏ. Bởi áp lực đè nén chỉ cần đủ dùng để vượt qua lực ma sát .
Giai đoạn 2: Điền đầy hốc khuôn
Khi lượng sắt kẽm kim loại đã được đầy trong buồng ép, vận tốc pittong lúc này sẽ tăng lên, nó sẽ lên đến giá trị tốc độ cực lớn, áp suất cũng sẽ tăng nhanh gọn để đạt giá trị cực lớn. Trong quá trình này, pittong sẽ thực thi ép sắt kẽm kim loại lỏng vào trong lòng khuôn, sắt kẽm kim loại có vận tốc chảy rất lớn. Do đó, chỉ mất một khoảng chừng thời hạn ngắn để điền đầy .
Kim loại có trong khuôn từ từ tạo ra hình dạng của vật đúc. Sau một khoảng chừng thời hạn ngắn hình vật đúc sẽ được hình thành, nhờ vào mạng lưới hệ thống tự động hóa làm mát của khuôn sắt kẽm kim loại sẽ được làm nguội .
Giai đoạn 3: Mở khuôn
Trong giai đoạn mở khuôn này, nửa phần khuôn di động sẽ được hệ thống đóng mở của khuôn mở ra. Lúc này các bộ phận side code sẽ được rút ra, trong khi đó vật đúc vẫn để trong phía khuôn động.
Giai đoạn 4: Đẩy sản phẩm
Sản phẩm sẽ được bộ phận đẩy mẫu sản phẩm thực thi đẩy ra khỏi khuôn đúc. Lúc này pittong ép sẽ thực thi vận động và di chuyển về phía buồng ép. Cho đến khi loại sản phẩm ra khỏi khuôn thì bộ phận khuôn di động sẽ được bộ phận đóng mở khuôn ép vào bộ phận khuôn tĩnh. Lúc này một quy trình mới sẽ được khởi đầu lại .
Máy đúc áp lực buồng nóng
Máy đúc áp lực đè nén buồng nóng ngày càng được sử dụng thông dụng. Nguyên lý thao tác của loại máy này như sau :
Giai đoạn 1: Cấp nguyên liệu
Trong quá trình thứ nhất, khuôn sẽ được gá trên máy, lúc này 2 nửa khuôn đều được đóng chặt lại với nhau bởi cơ cấu tổ chức kẹp chặt của máy. Kim loại sẽ được rót vào bên trong của lò nung .
Giai đoạn 2: Điền đầy hốc khuôn
Đến quy trình tiến độ thứ 2, Pittong sẽ triển khai ép sắt kẽm kim loại lỏng được lấy từ lò nung vào bên trong khuôn để hoàn toàn có thể tạo ra thành công xuất sắc hình dạng của vật đúc một cách chi tiết cụ thể .

Giai đoạn 3: Mở khuôn
Đối với máy đúc ép khuôn nóng, nửa khuôn động sẽ được máy mở ra bởi quy trình đóng mở khuôn. Lúc này các side code sẽ được rút ra, đồng thời vật đúc vẫn được nằm ở phần trên của nửa khuôn động.
Giai đoạn 4: Đẩy sản phẩm
Đối với quy trình tiến độ đẩy loại sản phẩm, các chi tiết cụ thể sẽ được đẩy ra ngoài. Khi mẫu sản phẩm đã được thực thi đẩy ra ngoài thành công xuất sắc nửa khuôn động sẽ được đóng lại. Trong lúc đó, pittong ép sẽ khởi đầu chuyển dời tiến lên phía trên của lò nung để liên tục sẵn sàng chuẩn bị cho những lần ép tiếp theo .
Hy vọng rằng, qua bài viết này các bạn đã có được cái nhìn tổng quan hơn về máy đúc áp lực đè nén và đưa ra những lựa chọn đúng mực để tối ưu hóa quy trình sản xuất .
Source: https://vh2.com.vn
Category : Công Nghệ

Cải tiến dây chuyền sản xuất, máy móc nhà máy Cải tiến dây chuyền nhà máy sản xuất là hoạt động để tạo nên một nhà máy tinh gọn có...
Cải tiến liên tục là một triết lý kinh doanh thương mại đã có từ truyền kiếp. Mục tiêu của cải tiến công đoạn sản xuất chính là tiết kiệm...
Bạn là cửa hàng, doanh nghiệp, đại lí,… đang tìm một cơ sở sản xuất túi nilon giá rẻ? Bạn quan tâm về giá thành, chất lượng của túi nilon?...
Tìm kiếm nguồn cung cấp thực phẩm chay là điều dễ mà lại không dễ?! Vì có rất nhiều cửa hàng mở ra, nhưng làm thế nào để chọn được...