


997_1644638444_901620730ecd4447.docx CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập – Tự do – Hạnh phúc … … … …., ngày … tháng …. năm … .. HỢP ĐỒNG...
GIỚI THIỆU VỀ CẤU TẠO MỘT SỐ CHI TIẾT MÁY MAY 1 KIM, CÁCH KHẮC PHỤC MỘT SỐ LỖI TRONG QUÁ TRÌNH MAY
Th.s Phạm Thị Hương
Trung tâm Thực Hành May
Bạn đang đọc: GIỚI THIỆU VỀ CẤU TẠO MỘT SỐ CHI TIẾT MÁY MAY 1 KIM, CÁCH KHẮC PHỤC MỘT SỐ LỖI TRONG QUÁ TRÌNH MAY
ĐẶT VẤN ĐỀ
Ngành công nghệ tiên tiến may là ngành tạo ra các mẫu sản phẩm may mặc ship hàng cho đời sống của con người. Nói đến may mặc không hề không có những thiết bị tạo ra các loại sản phẩm đó, một trong các thiết bị đó là máy may 1 kim công nghiệp. Là một người chiếm hữu hay sử dụng máy may thì việc khám phá về cấu trúc chung của máy là rất là quan trọng nó giúp cho việc sử dụng mang lại hiệu suất cao cao nhất. Đối với người thợ lâu năm có kinh nghiệm tay nghề thì việc chớp lấy về máy may là điều dễ hiểu nhưng so với người vận hành máy đặc biệt quan trọng là sinh viên mới cần hiểu rõ về thiết bị mà mình sử dụng và học tập. Bài viết này sẽ tóm tắt các kiến thức và kỹ năng cơ bản nhất của máy may 1 kim, 1 số ít lỗi về đường may, mũi may khi gặp phải trong quy trình may giúp các em hiểu rõ hơn về thiết bị ship hàng cho việc học tập thuận tiện hơn .
NỘI DUNG
1. Tổng quan về máy may 1 kim
1.1. Khái niệm về máy may 1 kim
– Máy may là máy dùng kim và chỉ trải qua các cơ cấu tổ chức máy để triển khai đường may. Máy may 1 kim tạo thành mũi may thắt nút .
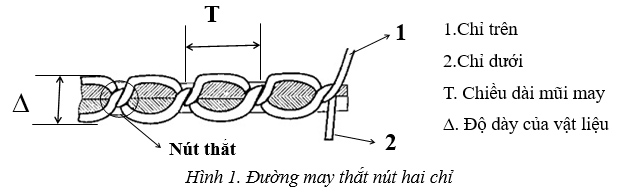
+ Mũi may thắt nút hai chỉ là dạng mũi may được tạo bởi một chỉ trên của kim cùng với một chỉ dưới của thoi suốt lồng vào nhau tạo thành nút thắt nằm ở giữa lớp nguyên vật liệu cần may tạo thành đường may. ( Hình 1 )
Hình 1. Đường may thắt nút hai chỉ
+ Mũi may thắt nút có đặc tính là bền chặt và độ đàn hồi của chỉ kém do vậy nó thường được vận dụng để may các loại nguyên vật liệu có độ co và giãn kém .
– Máy hoàn toàn có thể tích hợp triển khai may tiến và may lùi với cùng một bước đẩy nên trong quy trình vận hành máy ta hoàn toàn có thể thực thi được việc lại mũi hai đầu đường may bền chắc, không bị sổ tuột, bảo vệ nhu yếu kỹ thuật của loại sản phẩm .
1.2. Cấu tạo chung của máy may 1 kim
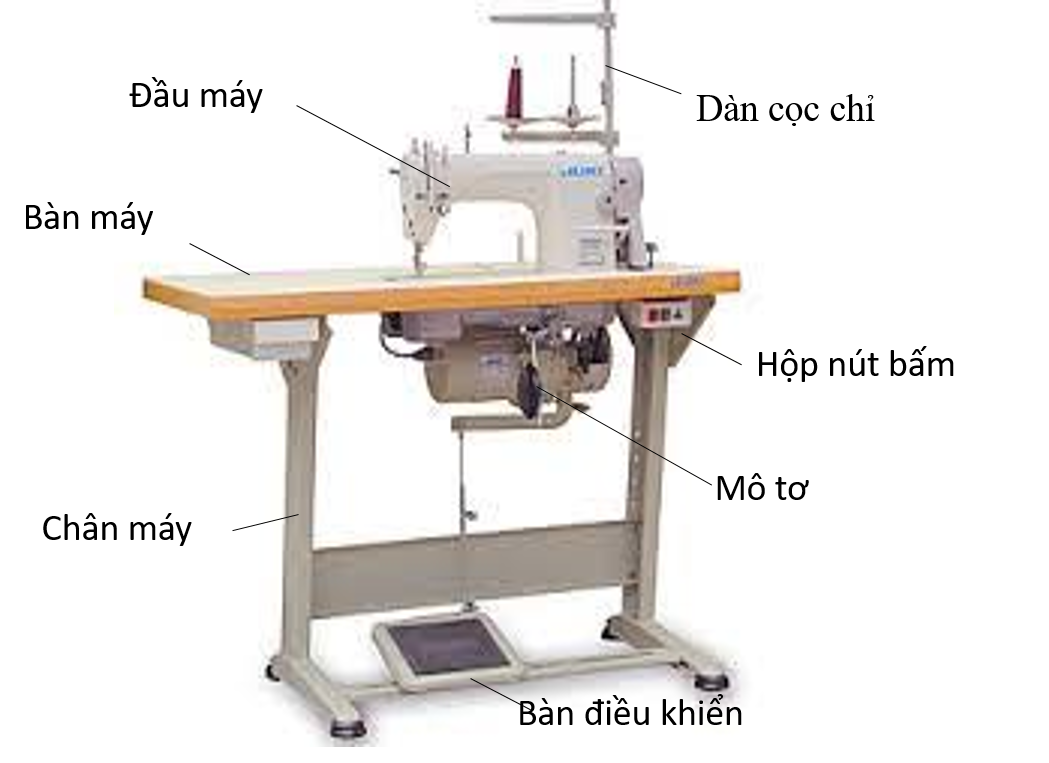
– Máy may 1 kim công nghiệp có các phần sau đây ( Hình 2 ) :
+ Đầu máy là phần quan trọng nhất của máy may nó chứa các cơ cấu tổ chức cơ khí, được cấu trúc phong cách thiết kế nhằm mục đích bảo vệ các nhu yếu về công nghệ tiên tiến đơn cử .
+ Bàn máy là phần đỡ đầu máy và là nơi thao tác của người sử dụng, thường được làm bằng gỗ dán ép phẳng để chống cong vênh, giảm rung và độ ồn .
+ Chân máy được phong cách thiết kế theo thông số kỹ thuật nhân trắc tương thích với đa phần người sử dụng, được làm bằng thép hàn hoặc gang .
+ Bàn tinh chỉnh và điều khiển để
điều khiển và tinh chỉnh hoạt động của máy ;
Hình 2. Máy may 1 kim công nghiệp
+ Hộp nút bấm : Là hộp chứa các nút tắt bật máy .
+ Dàn cọc chỉ : dùng để đặt chỉ trên và đường dẫn chỉ .
+ Mô tơ :
Dùng để truyền chuyển động cho đầu máy. Mô tơ có thể là loại một pha hoặc ba pha, công xuất từ 250-550W.
+ Với máy điện tử thì có thêm bảng điều khiển và tinh chỉnh .
1.3. Một số cụ thể của máy may 1 kim
Trong bài viết này chỉ đưa ra 1 số ít cụ thể sử dụng liên tục tác động ảnh hưởng trực tiếp đến quy trình may của sinh viên .
1.3.1. Kim máy
a. Khái niệm
: Kim là chi tiết cụ thể quan trọng trong quy trình may có công dụng đưa chỉ xuyên qua các lớp vật tư may và tích hợp với các cụ thể khác để tạo thành mũi may. Có nhiều loại kim khác nhau như kim thẳng, kim cong do sử dụng các chi tiết cụ thể bắt mũi khác nhau với nhiều chủng loại tương thích với nhu yếu công nghệ tiên tiến của từng loại máy. Kim máy 1 kim là loại kim thẳng được ký hiệu DB.
b. Cấu tạo chung
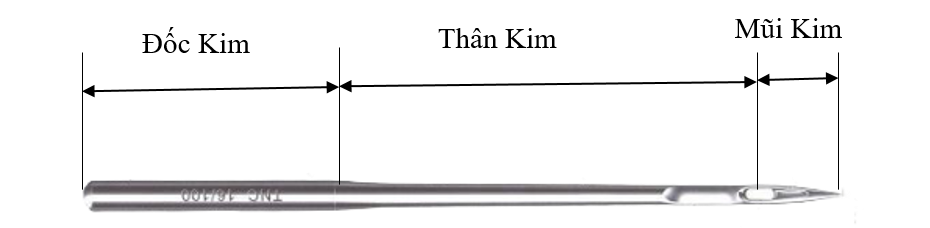
Kim gồm 3 phần : đốc kim, thân kim và mũi kim. Trên thân kim có lỗ kim, rãnh thân kim và một vệt lõm hay còn gọi là vệt thoát ổ ( Hình 3 ) .
Hình 3. Cấu tạo kim máy
– Đốc kim : là phần gắn vào trụ kim có kích cỡ lớn nhất trên kim. Đốc kim có tiết diện tròn, đầu đốc kim được sản xuất vát côn hoặc chỏm cầu để tạo điều kiện kèm theo lắp kim hết chiều sâu lỗ trụ kim .
– Thân kim
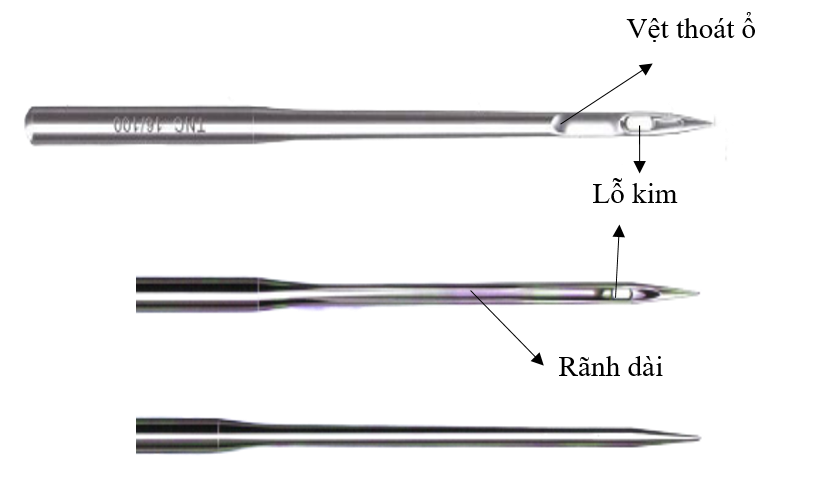
Thân kim là phần chính để mang chỉ xuyên qua vật tư ( Hình 4 ). Thân kim máy 1 kim công nghiệp có dạng hình tròn trụ có một rãnh dài chạy dọc thân kim, vệt thoát ổ, cuối thân kim là lỗ kim .
Hình 4. Cấu tạo thân kim
+ Rãnh dài : chạy từ đốc kim tới lỗ kim, có tác dụng chứa chỉ khi kim xuyên qua vật tư. Nhờ có rãnh dài nên khi kim đâm xuyên qua vật tư không tạo ma sát với chỉ mà chỉ tạo ma sát với vật tư và xu thế đường đi cho chỉ giúp chỉ không vặn xoắn khi kim hoạt động lên xuống. Do vậy giảm độ ma sát và đứt chỉ. Tùy theo độ lớn của thân kim mà rãnh dài có độ sâu, rộng tương thích .
+ Vệt thoát ổ : là chỗ vạt lõm nằm phía trên lỗ kim, đối lập rãnh dài. Khi kim hoạt động đi xuống mỏ ổ được kiểm soát và điều chỉnh nằm sát kim nhờ vạt lõm này mà mỏ ổ không bị chạm thân kim nên gọi là vệt thoát ổ .
+ Lỗ kim là nơi xâu chỉ của kim, kích cỡ lỗ kim phụ thuộc vào và tỉ lệ thuận với size thân kim .
– Mũi kim : là phần xuyên qua nguyên vật liệu, tùy theo chủng loại vật tư và công dụng công nghệ tiên tiến của máy mà mũi kim có hình dạng và kích cỡ khác nhau như dạng tròn, dạng nhọn, dạng ovan .
+ Mũi dạng tròn phù hợp với vải dệt kim để khi kim đâm xuống không gây tổn thương cho vải.
+ Mũi kim nhọn : dùng để may cho vải dệt thoi vì vải dệt thoi là hai hệ sợi dọc ngang đan vuông góc với nhau với mũi kim nhọn thuận tiện tách sợi vải mà không gây đứt sợi .
+ Mũi dạng trám ( ovan ) dùng cho nguyên vật liệu da, giả da, cao su đặc, vì loại nguyên vật liệu này có mặt phẳng đặc không có khe hở do đó mũi kim phải đục thủng nguyên vật liệu tạo thành các khe hở thích hợp để kim chỉ thuận tiện xuyên qua .
– Chỉ số kim là số trình diễn đặc trưng cho size đường kính của thân kim nói lên độ lớn của kim. Đây là thông số kỹ thuật được tiêu chuẩn hóa sử dụng cho tổng thể chủng loại kim, chỉ số kim được ghi trên đốc kim và không nhờ vào vào bất kể chủng loại kim nào .
– Ký hiệu kim máy gồm 2 phần :
+ Loại kim : được ký hiệu bằng cụm chữ và số DB x 1
+ Chỉ số kim : được ký hiệu bằng dấu # và một hoặc hai số lượng, chỉ số kim là để xác lập đường kính thân kim. Hiện nay có hai mạng lưới hệ thống dùng ghi chỉ số thân kim là hệ quốc tế và hệ Anh
Hệ quốc tế ( dùng đơn vị chức năng mét ) : 1 đơn vị chức năng chỉ số kim = 1/100 = 0,01 mm
Đường kính thân kim = chỉ số kim x 0,01
VD :
Kim có chỉ số # 90 : đường kính thân kim là 90 x 0,01 = 0,9 mm
Hệ số này có chỉ số từ 50 trở nên
Hệ số Anh ( dùng đơn vị chức năng inch, 1 inch = 25,4 mm ) 1 đơn vị chức năng chỉ số kim = 1/400
= 25,4 / 400 = 0,0635 mm
VD :
Kim có chỉ số kim là # 14 thì đường kính thân kim = 14 x 0,0635 = 0,9 mm
Hệ số này có chỉ số từ 6 – 20
Bảng quy đổi các thông số kim
Đường kính kim
Chỉ
số kim
0,50
0,55
0,60
0,65
0,70
0,75
0,80
0,85
0,90
0,95
1,00
Hệ quốc tế
50
55
60
65
70
75
80
85
90
95
100
Hệ số Anh
6
7
8
9
10
11
12
13
14
15
16
– Cách chọn chỉ số kim : theo độ dày nguyên vật liệu may và độ lớn của chỉ ( chi số chỉ ). Có 2 cách chọn chỉ số kim, thường thì sẽ phối hợp cả hai cách
+ Theo nguyên vật liệu may :
Nguyên liệu càng mỏng mảnh, chỉ số kim càng nhỏ
Nguyên liệu càng dày, chỉ số kim càng lớn
Nguyên liệu đanh cứng, chỉ số kim lớn
+ Theo chỉ
Chỉ to, chỉ số kim lớn
Chỉ nhỏ, chỉ số kim nhỏ
– Cách lắp kim : Tắt máy, dời chân khỏi bàn ga, xoay bánh đà để trụ kim lên đến vị trí cao nhất. Nới lỏng ốc bắt kim đặt kim vào vị trí trong trụ kim đẩy kim lên trên sao cho ngập hết đốc kim, rãnh dài trên thân kim nằm phía bên ngoài đầu máy hay bên tay trái người ngồi, sau đó vặn chặt ốc kim .
1.3.2. Thoi, suốt
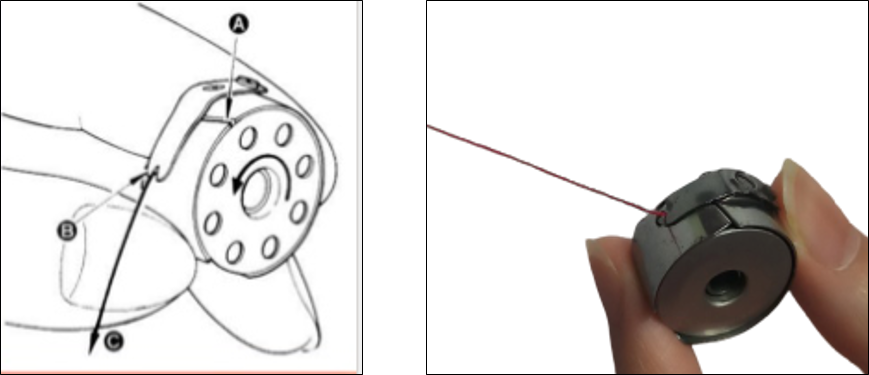
Hình 5. Thoi suốt máy 1 kim
– Suốt dùng để chứa chỉ dưới, được lắp vào thoi.
– Thoi chứa suốt được lắp vào ổ chao trong ổ máy may. Trên thoi có bộ phận khóa để giữ suốt và me thoi có công dụng ép lên chỉ suốt để tạo lực căng chỉ .
– Để thực thi may phải đánh chỉ vào suốt, lắp suốt vào thoi, lắp thoi suốt vào ổ máy
+ Cuốn chỉ vào suốt
+ Lắp suốt vào thoi : Đặt suốt vào thoi sao cho chiều quay của suốt khi tở chỉ ngược chiều nhau ( Hình 6 ). Kéo chỉ qua khe thoi nằm dưới me thoi ra ngoài .
Hình 6. Lắp suốt vào thoi
+ Lắp thoi suốt vào ổ máy : Tắt máy, đưa cần giật chỉ lên vị trí cao nhất dời chân khỏi bàn ga. Tay trái cầm khóa suốt, đưa thoi suốt vào ổ sao cho đầu bản lề thoi hướng về phía người ngồi may. Khi thoi suốt nằm trong ổ máy dùng ngón cái ấn vào khóa thoi có tiếng kêu tách là đúng vị trí. Nếu thoi suốt không nằm đúng vị trí trong ổ máy sẽ gây ra gẫy kim trong khi máy chạy .
– Điều chỉnh sức căng của chỉ dưới
+ Để tạo ra mũi may đạt nhu yếu thì sức căng của chỉ trên và chỉ dưới phải cân đối. Tuy nhiên thì nhiều em sinh viên vẫn chưa chú ý quan tâm kiểm soát và điều chỉnh sức căng của chỉ dưới .
+ Cách thử sức căng của chỉ dưới : lắp suốt vào thoi sau đó cầm sợi chỉ lên giật 2, 3 lần nếu thoi rơi xuống là đạt nhu yếu. Trường hợp thoi không rơi là do chỉ dưới chặt, trường hợp cầm chỉ lên suốt rơi tự do là chỉ quá lỏng .
+ Điều chỉnh chỉ : Chỉnh ốc vít trên me thoi, nếu chỉ căng thì xoay ốc vít trên me thoi theo chiều ngược kim đồng hồ đeo tay và ngược lại .
1.3.3. Trục chân vịt
a. Tác dụng của cơ cấu tổ chức chân vịt
– Ép nguyên vật liệu xuống để nguyên vật liệu không nâng lên cùng kim khi kim đi lên .
– Tác động lên nguyên vật liệu một lực vừa phải để nguyên vật liệu ép sát với các đỉnh răng cưa từ đó sẽ làm răng cưa không đẩy nguyên vật liệu lệch hướng
b. Cách nâng chân vịt
– Có thể nâng chân vịt bằng tay và gạt gối .
– Nâng chân vịt bằng tay : Dừng máy, dùng tay nâng cần nâng chân vịt từ dưới lên trên theo chiều ngược kim đồng hồ đeo tay. Khi muốn hạ chân vịt xuống thì xoay cần theo chiều ngược lại .
– Nâng chân vịt bằng gối : Dừng máy, người may tác động ảnh hưởng vào miếng đệm cao su đặc bằng gối và gạt sang phải .
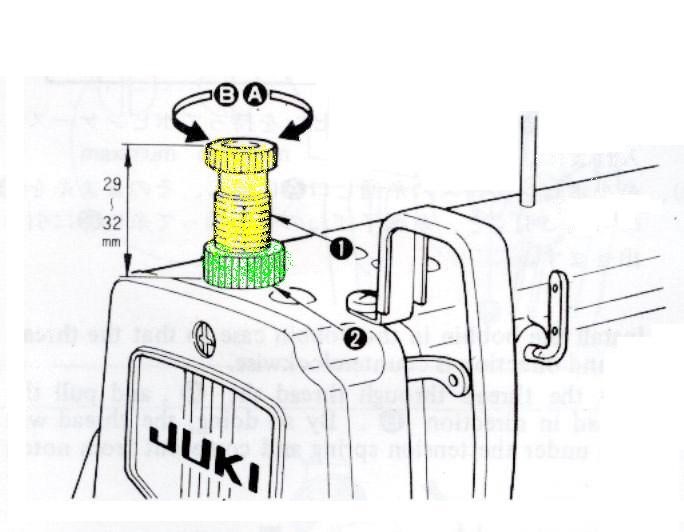
c. Điều chỉnh chân vịt
– Điều chỉnh độ nén chân vịt : Nới lỏng đai ốc nhựa ( 2 ) bằng cách xoay theo chiều ngược kim đồng hồ đeo tay, sau đó xoay núm kiểm soát và điều chỉnh ( 1 ) theo chiều kim đồng hồ đeo tay ( hướng A ) sẽ làm tăng độ nén và ngược lại. Với nguyên vật liệu dày, cứng thì kiểm soát và điều chỉnh độ nén nhiều và ngược lại với vật liệu vải mỏng mảnh thì kiểm soát và điều chỉnh giảm độ nén .
Hình 7. Điều chỉnh độ nén chân vịt
– Điều chỉnh độ cao chân vịt so với mặt bàn máy bằng cách thả lỏng vít hãm trên đầu máy theo chiều ngược kim đồng hồ đeo tay sau đó kiểm soát và điều chỉnh trục chân vịt nhưng khi chân vịt hạ xuống thấp nhất phải tiếp xúc với mặt nguyệt .
– Điều chỉnh rãnh chân vịt bằng cách thả lỏng vít hãm trên đầu máy theo chiều ngược kim đồng hồ đeo tay sau đó kiểm soát và điều chỉnh trục chân vịt sao cho rãnh của chân vịt trùng với đường kim ( kim nằm giữa rãnh chân vịt ) .
Hình 8. Vặn vít hãm trục chân vịt
2. Một số lỗi thường gặp trong quy trình may
2.1. Sùi chỉ
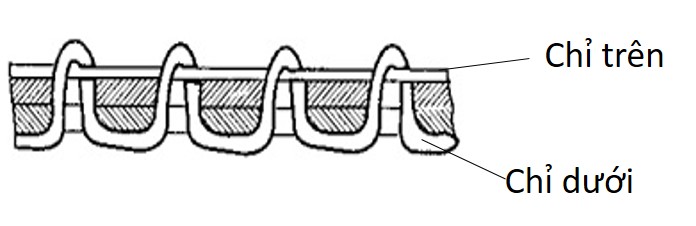
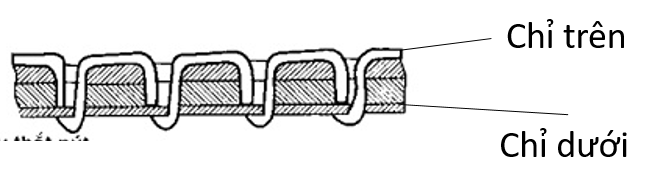
– Là hiện tượng kỳ lạ nút thắt của chỉ không nằm giữa lớp vật tư mà nổi lên trên mặt phẳng của vải. Trường hợp nút thắt của chỉ nằm phía trên mặt phải của mặt phẳng vải gọi là sùi chỉ trên ( Hình 9 ). Trường hợp nút thắt của chỉ nằm phía dưới của vải gọi là sùi chỉ dưới ( Hình 10 )
Hình 9. Sùi chỉ trên
Hình 10. Sùi chỉ dưới
– Nguyên nhân, cách khắc phục
+ Do lực căng của chỉ trên và chỉ dưới không cân đối .
Sùi chỉ trên do chỉ trên căng hơn chỉ dưới
Sùi chỉ dưới là do chỉ dưới căng hơn chỉ trên .
+ Cách khắc phục : Kiểm tra sức căng của chỉ dưới bằng cách kiểm soát và điều chỉnh me thoi và sức căng của chỉ trên bằng cách kiểm soát và điều chỉnh cụm đồng xu tiền .
Với cả hai trường hợp này đều phải kiểm tra chỉ dưới trước và kiểm soát và điều chỉnh me thoi đạt nhu yếu. Tiếp đó kiểm soát và điều chỉnh cụm đồng xu tiền, với trường hợp sùi chỉ trên xoay núm kiểm soát và điều chỉnh đồng xu tiền theo chiều ngược kim đồng hồ đeo tay chiều ngược kim đồng hồ đeo tay và thử chỉ bảo vệ mũi thắt nút nằm cân giữa lớp vải và ngược lại ( Hình 11 )
Hình 11. Điều chỉnh cụm đồng xu tiền
+ Lắp chỉ sai : Với các em sinh viên mới học may hay bị mắc lỗi này do khi lắp chỉ qua cụm đồng xu tiền nhưng chỉ chưa sát trục đồng xu tiền. Kiểm tra dùng tay tách má đồng xu tiền cho chỉ nằm sát trục đồng xu tiền .
2.2. Bỏ mũi
– Là hiện tượng kỳ lạ mũi may không liên tục
– Nguyên nhân và cách khắc phục
+ Xâu chỉ sai : Kiểm tra lại đường dẫn chỉ và xâu lại chỉ. Lưu ý kiểm tra chỉ qua kim từ bên trái sang ( rãnh dài ) .
+ Lắp kim sai : Lắp lại kim sao cho rãnh dài quay ra ngoài và đốc kim sát lên trên .
+ Chân vịt không nén nguyên vật liệu : Điều chỉnh độ nén chân vịt
Chân vịt treo : Nới lỏng vít hãm trong đầu máy để kiểm soát và điều chỉnh chân vịt sao cho chân vịt ở vị trí thấp nhất sát với mặt nguyệt ( Hình 8 )
Độ nén ko tương thích với vật liệu : Độ dày mỏng mảnh của nguyên vật liệu may khác nhau thì độ nén chân vịt cũng khác nhau. Với vật liệu dày thì độ nén chân vịt nhiều hơn và ngược lại. Độ nén chân vịt ít hoàn toàn có thể dẫn đến trường hợp bỏ mũi khi may để khắc phục hiện tượng kỳ lạ này ta kiểm soát và điều chỉnh độ nén của chân vịt bằng cách thả lỏng đai ốc trên đầu máy và xoay núm kiểm soát và điều chỉnh theo chiều kim đồng hồ đeo tay. ( Hình 7 )
2.3. Đứt chỉ trên
– Khi mở màn may hoặc may với vận tốc nhanh bị đứt chỉ kim
– Nguyên nhân và cách khắc phục
+ Xâu chỉ sai : Kiểm tra lại đường dẫn chỉ và xâu lại chỉ. Lưu ý kiểm tra chỉ qua kim từ bên trái sang ( rãnh dài ) .
+ Lắp kim sai : Lắp lại kim sao cho rãnh dài quay ra ngoài và đốc kim sát lên trên .
+ Chỉ trên căng quá : Xoay núm đồng xu tiền theo chiều ngược kim đồng hồ đeo tay để kiểm soát và điều chỉnh lực căng chỉ trên .
+ Kim nhỏ so với chỉ : Kiểm tra chi số chỉ để chọn kim tương thích .
VD : Với loại chỉ có chi số 30/3 – 40/3 thì hoàn toàn có thể dùng kim có chỉ số từ # ( 120 / 18 – 100 / 16 )
Chỉ có chi số 50/3 – 60/3 thì hoàn toàn có thể dùng kim có chỉ số # ( 90/14 – 80/12 )
Chỉ có chi số 70/3 – 80/3 thì hoàn toàn có thể dùng kim có chỉ số # ( 75/11 – 60/8 )
+ Đường dẫn chỉ không trơn, có vết xước : trong quy trình sử dụng lâu một số ít vị trí trên đường dẫn chỉ bị tạo thành các đường rãnh làm cho mặt phẳng không trơn có vết hằn. Khi có hiện tượng kỳ lạ này kiểm tra làm trơn mặt phẳng đường dẫn chỉ .
+ Chất lượng chỉ kém : chỉ có nhiều nút, mủn Thay chỉ khác .
2.4. Đứt chỉ dưới
– Khi khởi đầu may hoặc trong quy trình may xảy ra hiện tượng kỳ lạ đứt chỉ dưới .
– Nguyên nhân, cách khắc phục
+ Chỉ dưới lắp sai : Kiểm tra lại thoi suốt, lắp lại chỉ sao cho chỉ qua rãnh me thoi và suốt quay theo chiều ngược với đường ra của chỉ .
+ Chỉ dưới căng quá : Kiểm tra và kiểm soát và điều chỉnh vít me thoi theo chiều ngược kim đồng hồ đeo tay để thả lỏng sức căng của chỉ .
+ Thoi suốt bị cong vênh : Trong quy trình may do làm rơi hoặc va đập dẫn đến hiện tượng kỳ lạ thoi suốt bị cong, vênh, méo làm cho chỉ ra không đều nên rất dễ bị đứt trong quy trình may. Kiểm tra và thay thoi suốt khác .
+ Phía trong ruột thoi bị bẩn : Do quy trình may lâu nên trong ruột thoi tụ lại một số ít xơ vải cũng dẫn đến lỗi đứt chỉ. Kiểm tra và vệ sinh ruột thoi trước khi may .
2.5. Gãy kim
– Khi khởi đầu may hoặc trong quy trình may .
– Nguyên nhân và cách khắc phục
+ Kim bị cong : Kiểm tra và thay kim khác
+ Kim lắp không ngập đốc : Kiểm tra lắp lại kim
+ Kim sát cạnh chân vịt : Trong quy trình may kim và chân vịt hoạt động rất dễ xảy ra hiện tượng kỳ lạ kim đâm vào chân vịt dẫn đến gãy kim. Để khắc phục hiện tượng kỳ lạ này kiểm tra và kiểm soát và điều chỉnh rãnh chân vịt bằng cách thả lỏng vít hãm chân vịt và kiểm soát và điều chỉnh trục chân vịt sao cho kim nằm giữa rãnh chân vịt .
+ May nhanh qua chỗ vải dày : Khi may các cụ thể từ chỗ mỏng dính sang dày nếu may nhanh rất dễ bị hiện tượng kỳ lạ gẫy kim do kim xuyên qua lớp vải dày lâu hơn. Nên giảm vận tốc khi đi may qua chỗ vải dày .
+ Kim nhỏ so với nguyên vật liệu : Chọn kim tương thích với nguyên vật liệu
VD : Với loại vải nilon, vải áo sơ mi, lụa mỏng mảnh … nên sử dụng kim có chỉ số từ # ( 8-11 ). Với loại vải kaki, quần âu thì sử dụng loại kim # ( 12-14 ). Vải bảo lãnh lao động, quần áo bò sử dụng kim # ( 13-16 ) …
+ Dùng tay kéo mẫu sản phẩm trong khi may : Không kéo mẫu sản phẩm khi may mà để thanh răng cưa tự đẩy vải ( khi may chỉ dùng tay kéo căng vải # kéo vải đi )
2.6. Đường may nhăn
– Khi may xong mặt phẳng vải không êm, co dúm hoặc cong vênh .
– Nguyên nhân, cách khắc phục
+ Kim bị tù đầu, sứt mũi : Kim sử dụng lâu sẽ bị hiện tượng kỳ lạ mòn hoặc trong quy trình may chạm vào chân vịt. Kiểm tra và thay kim mới .
+ Kim to vải mỏng mảnh : Khi may đường kính của kim to để lại trên mặt phẳng vải lỗ kim to đẩy các sợi vải ép sát vào nhau làm cho mặt phẳng vải nhăn dúm. Xem lại chỉ số kim tương thích với nguyên vật liệu may .
+ Lực căng của của hai chỉ lớn ( chặt chỉ kim và thoi suốt ) : Kiểm tra giảm sức căng của chỉ dưới trước sau đó giảm dần sức căng của chỉ trên cho tương thích .
2.7. Mũi may không đều
– Chiều dài của các mũi may trên đường may không bằng nhau .
– Nguyên nhân, cách khắc phục
+ Chân vịt bị treo : Chân vịt ở vị trí thấp nhất không tiếp xúc với mặt nguyệt. Khắc phục bằng cách thả lỏng vít hãm trục chân vịt cho chân vịt hạ xuống .
+ Ngoài ra còn một số ít nguyên do do răng cưa bị mòn, răng cưa nhô thấp làm năng lực đẩy vải kém. Thay hoặc kiểm soát và điều chỉnh răng cưa .
3. Một số quan tâm khi sử dụng máy
– Trước khi máy hoạt động giải trí :
+ Kiểm tra dầu máy trong bể dầu : Tắt máy, lật đầu máy lên kiểm tra mức dầu trong bể luôn luôn nằm giữa hai vạch số lượng giới hạn High và Low. Kiểm tra hàng ngày vào đầu giờ thao tác, không để máy hoạt động giải trí khi thiếu dầu .
+ Kiểm tra đường dẫn chỉ trên đảm báo đúng vị trí ( nhiều sinh viên khi lắp chỉ trên không sát vào trục đồng xu tiền )
+ Kiểm tra kim bảo vệ gắn đúng kỹ thuật : Ngập đốc kim, đúng chiều rãnh dài ra phía ngoài
+ Kiểm tra thoi suốt phải có chỉ và được lắp vào máy
– Khi máy hoạt động giải trí :
+ Để tay tránh xa khỏi kim khi nhấn nút ON và trong khi máy đang hoạt động giải trí
+ Không để ngón tay trong đáp che cần giật chỉ khi máy đang hoạt động giải trí
+ Trong quy trình may không đưa ngón tay hoặc bất kể vật gì lại gần puly máy, đai truyền, động cơ máy
+ Phải nhấn nút OFF khi rời khỏi máy .
KẾT LUẬN
Máy may công nghiệp một kim nói riêng và máy may may công nghiệp nói chung là một trong những
thiết bị
quan trọng và thiết yếu trong
sản suất may
công tại Nước Ta. Để máy sử dụng được tốt thì việc hiểu biết về máy may công nghiệp một kim, nắm được tác dụng 1 số ít cụ thể chính để bảo trì máy cũng như không sử dụng quá hiệu suất để tuổi thọ thao tác của máy được vĩnh viễn. Trong quy trình sử dụng thì hỏng vặt là một chuyện rất dễ sảy ra. Việc hiểu biết được cấu trúc và nguyên tắc thao tác của máy may công nghiệp một kim sẽ giúp thay thế sửa chữa được những lỗi vặt đó một cách thuận tiện và điều quan trọng nhất là bảo vệ bảo đảm an toàn trong quy trình sử dụng máy .
TÀI LIỆU THAM KHẢO
1. Tạ Thị Ngọc Dung ( 2010 ), Giáo trình Thiết bị may công nghiệp và bảo dưỡng, NXB Lao động .
2. Nguyễn Thanh Tùng (2015), Giáo trình Thiết bị may công nghiệp, NXB Giáo dục.
3. Trang Web.www.youtube.com
Source: https://vh2.com.vn
Category : Doanh Nghiệp


Những vấn đề pháp lý chung của hợp đồng mua bán nhà ở hình thành trong tương lai. Hợp đồng mua bán nhà ở, hình thành trong tương lai phải...
Hợp đồng lao động (HĐLĐ) là văn bản ký kết giữa người lao động (NLĐ) và người sử dụng lao động (NSDLĐ) nhằm đảm bảo quyền và nghĩa vụ giữa...
Hợp đồng kỳ hạn và hợp đồng tương lai là một trong những mẫu sản phẩm của kinh doanh thị trường chứng khoán phái sinh. Hiện nay, những doanh nghiệp...

So sánh giữa hợp đồng nguyên tắc và hợp đồng kinh tế mới nhất Hợp đồng nguyên tắc và hợp đồng kinh tế là hai trong những hợp đồng khá...