Điều tra xu thế sản xuất kinh doanh thương mại ( SXKD ) hàng quý gồm có 6.500 doanh nghiệp ngành công nghiệp chế biến, sản xuất và 6.600 doanh...
Gia công cắt gọt kim loại là gì? Vật liệu làm dao cắt gọt kim loại là gì? | https://vh2.com.vn
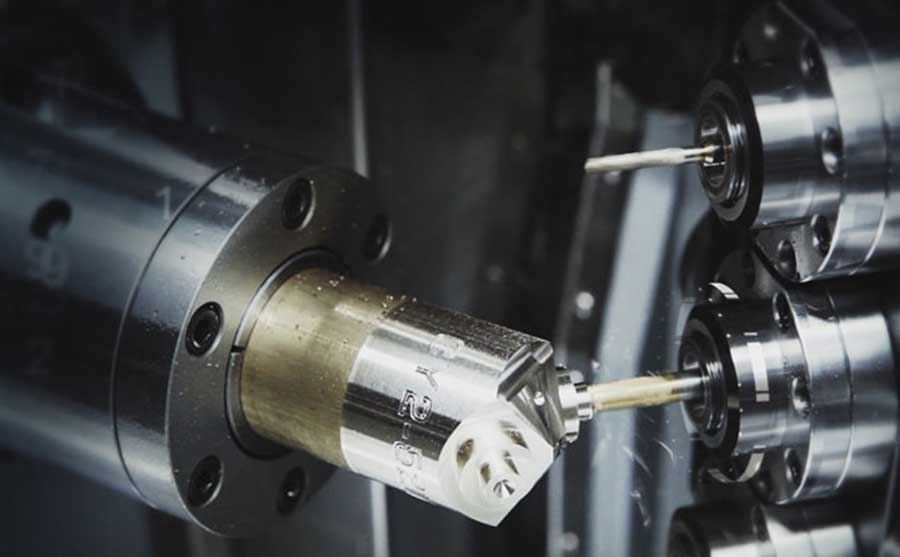
Muốn cắt bỏ đi một lớp kim loại dư thừa trên phoi ra khỏi bề mặt cần gia công để đạt được hình dáng, kích thước, độ chính xác, độ bóng bề mặt và các yêu cầu kỹ thuật của chi tiết, trên các máy gia công cắt gọt kim loại (máy tiện, phay, bào, khoan, doa, mài…) bằng phương pháp cắt gọt phải dùng các dụng cụ thường gọi là dụng cụ cắt gọt (dao tiện, phay, mũi khoan, đá mài..)
Gia công cắt gọt kim loại là gì?
Gia công cắt gọt sắt kẽm kim loại được triển khai ở nhiệt độ thông thường của môi trường tự nhiên ( cả trước và sau nguyên công nhiệt luyện ). Nó cho độ bóng và độ đúng mực cao hơn những chiêu thức gia công hàn, đúc, rèn, dập nóng …

Gia công bằng cắt gọt thường là gia công lần cuối để tạo cho chi tiết máy chính xác về hình dạng và kích thước. Khả năng chế tạo chi tiết máy chính xác hay không chính xác, tốt hay xấu là tùy thuộc vào trình độ kỹ thuật và khả năng của thiết bị gia công.
Bạn đang đọc: Gia công cắt gọt kim loại là gì? Vật liệu làm dao cắt gọt kim loại là gì? | https://vh2.com.vn
Phương pháp gia công bằng cắt gọt chiếm 30 % khôi lượng việc làm gia công cơ khí và trong tương lai hoàn toàn có thể nhiều hơn .

Đặc điểm thao tác của dao cắt gọt sắt kẽm kim loại
– Khi cắt, dao cắt thao tác trong điều kiện kèm theo nhiệt độ cao ( 800 – 1000 độ C ) có tác động ảnh hưởng xấu đến cơ lý tính của vật liệu .
– Trong qúa trình cắt mỗi đơn vị chức năng diện tích quy hoạnh trên mặt phẳng thao tác của dao phải chịu lực rất lớn điều đó chỉ gây nên hiện tượng kỳ lạ rạng nứt và gãy vở dao khi cắt .
– Khi cắt giữa mặt phẳng tiếp xúc của dao và phoi với chi tiết cụ thể gia công xảy ra quy trình ma sát rất lớn. Hệ số ma sát lên đến ( 0,4 – 1 ) .

– Nhiều trường hợp khi cắt dao phải thao tác trong điều kiện kèm theo bị va đập ( như phay, bào, xọc, tiện … ) và sự giao động bất ngờ đột ngột về nhiệt độ có tác động ảnh hưởng rất xấu đến năng lực thao tác của dao .
– Ở 1 số ít chiêu thức gia công ( chuốt, khoan ) thì điều kiện kèm theo thoát phoi, thoát nhiệt khó khăn vất vả làm tăng nhiệt đo, dễ gây ra hiện tượng kỳ lạ kẹt dao .
Vật liệu làm dao cắt gọt kim loại là gì?
Mỗi loại dụng cụ cắt gọt đều được chế tác từ những vật liệu khác nhau và hiệu quả của từng loại vật liệu cũng theo đó mà có sự độc lạ. Dưới đây, Hutscom sẽ giúp bạn hiểu hơn về những loại dụng cụ cắt như dao phay, dao tiện, hạt dao, … được chế tạo từ vật liệu gì ?
Để làm dụng cụ cắt gọt, người ta hoàn toàn có thể dùng những loại dụng cụ khác nhau tuỳ thuộc váo tính cơ lý của vật liệu cần gia công và diều kiện sản xuất đơn cử. Dưới đây lần lượt trình làng phần vật liệu làm dao cắt gia công cơ khí theo sự tăng trưởng và sự hoàn thành xong về năng lực thao tác của chúng .
Thép Cacbon dụng cụ
Thép cacbon dụng cụ là một loại thép có hai thành phần cơ bản chính là sắt và cacbon, trong khi những nguyên tố khác xuất hiện trong thép cacbon là không đáng kể .
Thành phần phụ trợ trong thép cacbon là mangan ( tối đa 1,65 % ), silic ( tối đa 0,6 % ) và đồng ( tối đa 0,6 % ). Lượng cacbon trong thép càng giảm thì độ dẻo của thép cacbon càng cao. Hàm lượng cacbon trong thép tăng lên cũng làm cho thép tăng độ cứng, tăng thêm độ bền nhưng cũng làm giảm tính dễ uốn và giảm tính hàn. Hàm lượng carbon trong thép tăng lên cũng kéo theo làm giảm nhiệt độ nóng chảy của thép .
– Để đạt được độ cứng, tính chịu nhiệt và chịu mài mòn, lượng C trong thép Cacbon không hề được dưới 0,7 % ( thường từ 0,7 – 1,3 % ) và lượng P, S thấp ( P < 0,035 %, S < 0,025 % )
- Độ cứng sau khi tôi và ram đạt HRC = 60 - 62 .
- Sau khi đủ độ cứng đạt được khoảng chừng HB = 107 - 217 nên dễ gia công cắt và gia công bằng áp lực đè nén .
- Độ thấm tôi nên thường tôi trong nước do đó dễ gây ra nứt vỡ nhất là những dụng cụ có kích cỡ lớn .
- Tính chịu nóng kém, độ cứng giảm nhanh khi nhiệt độ đạt 200 đội C – 300 độ C, ứng với vận tốc cắt 4 - 5 m / ph .
- Khó mài và dễ biến dạng khi nhiệt luyện do đó ít dùng để chế tạo những dụng cụ định hình, cần phải mài theo prôphin khi chế tạo
Thép hợp kim dụng cụ
Thép hợp kim dụng cụ là thép ( với thành phần chính là sắt và cacbon ) được nấu trộn lẫn với những nguyên tố hoá học khác ( đồng, mangan, niken, … ) với tổng lượng nguyên tố thêm vào nằm khoảng chừng từ 1,0 % đến 50 % tổng khối lượng hỗn hợp để cải tổ chất lượng thép thành phẩm. Tuỳ theo số lượng khác nhau của những nguyên tố và tỷ suất của chúng trong thép mà biến hóa độ cứng, độ đàn hồi, tính dễ uốn, sức bền và năng lực chống oxy hoá của thép thành phẩm .
Các nguyên tố kim loại tổng hợp như : Cr, W, Co, V có tính năng làm tăng tính thấm tôi của thép, tăng tính chịu nóng đến 300 độ C, tương ứng với vận tốc cắt cao hơn thép cacbon khoảng chừng 20 % .
– Thép hợp kim dụng cụ nhóm I thường dùng đa phần để chế tạo những loại dụng cụ cắt gọt dùng để gia công gỗ .
– Thép hợp kim dụng cụ nhóm II do có lượng Crôm lớn ( 1 – 1.5 % ) nên có tính thấm tôi và cắt gọt tốt hơn. Loại này chịu nhiệt khoảng chừng 220 độ C – 300 độ C .
– Thép hợp kim dụng cụ nhóm III có độ thấm tôi cao, it biến hóa size khi nhiệt luyện, nên thường chế tạo những loại dụng cụ cắt gọt có độ đúng mực cao và hình dáng phức tạp : mũi doa, mũi taro, dao chuốt và những loại dụng cụ đo …
– Thép hợp kim dụng cụ nhóm IV có hàm lượng Vonfram lớn, hạt mịn nên độ cứng cao, tuy nhiên độ thấm tôi thấp dùng để chế tạo những loại dụng cụ cắt gọt cần có lưỡi cắt sắc bén. Tuổi bền cao và để gia công những loại vật liệu cứng .
Nhìn chung, thép hợp kim dụng cụ hầu hết được dùng dùng để chế tạo những loại dụng cụ cầm tay và gia công ở vận tốc thấp .

Thép Gió HSS (HSS – High Speed Steel)
Thép gió là một loại thép dụng cụ có tính chịu nóng rất cao và độ cứng lớn, loại thép này gồm có những mác thép hợp kim hóa cao, được dùng đa phần để làm những dụng cụ cắt gọt. Ở đa phần những vương quốc khác thép gió được gọi là ” thép cắt nhanh ” ( thí dụ, tiếng Anh : high speed steel ) vì thép này khi làm dụng cụ cắt gọt được cho phép thao tác với vận tốc rất cao mà không giảm độ cứng của dụng cụ cắt gọt .
– Cacbon : 0,7 – 1,5 % : bảo vệ đủ hoà tan vào mactenxit tạo thành cacbit với những nguyên tố tạo thành cacbit mạnh là Wolfram, Mô lip đen và đặc biệt quan trọng là Vanađi .
– Wolfram, Mô lip đen khá cao : > 10 % .
– Crom : Khoảng 4 % ( từ 3,8 ÷ 4,4 % ) có công dụng làm tăng mạnh độ thấm tôi. Nhờ tổng lượng Cr + W + Mo cao ( > 15 % ) nên thép gió có năng lực tự tôi ( đây là nguyên do khiến người ta đặt tên là thép gió ), tôi thâu với tiết diện bất kể và hoàn toàn có thể vận dụng tôi phân cấp .
– Vanađi: Nguyên tố tạo thành các bít rất mạnh. Mọi thép gió đều có ít nhất 1%V, khi cao hơn 2% tính chống mài mòn tăng lên, tuy nhiên không lên dùng quá 5% vì làm giảm tính mài.
Xem thêm: Các công thức chế tạo đồ trong Minecraft
– Coban : Không tạo thành những bít, nó chỉ hoàn tan vào sắt ở dạng dung dịch rắn, với hàm lượng không vượt quá 5 % tính cứng nóng của thép gió tăng lên rõ ràng .

Hợp kim cứng WC và TiC
Trong toàn bộ những loại vật liệu laàm dụng cụ cắt thường dùng, kim loại tổng hợp cứng là loại có tính cứng nóng cao hơn cả, hơn 800 độ C, vận tốc cắt hoàn toàn có thể đạt tới hàng trăm m / min .
Thành phần hầu hết của mọi loại kim loại tổng hợp cứng là cacbit : WC ( chiếm tỷ suất cao nhất ), TiC, TaC rất cứng và nhiệt độ chảy rất cao, ngoài những còn có lượng nhỏ côban làm chất dính kết, nhờ vậy bảo vệ độ cứng, tính chống mài mòn và cứng nóng rất cao, hơn thế nữa đây là thực chất tự nhiên không phải qua nhiệt luyện .
Hiệu quả sử dụng kim loại tổng hợp cứng trong cắt gọt cao hơn hẳn thép gió nhưng không hề làm mất vị trí của thép gió là do những điểm yếu kém sau :
– Không tạo hình phức tạp được vì dùng cách ép bột chỉ tạo được những mảnh nhỏ đơn thuần và sau đó cũng không hề gia công định hình được vì quá cứng, do vậy kim loại tổng hợp cứng thường chỉ dùng làm dao đơn thuần một lưỡi cắt ( hầu hết những dao một lưỡi cắt lúc bấy giờ bằng kim loại tổng hợp cứng ) .
– Tính giòn tương đối cao, dễ gãy, vỡ, mẻ dưới tải trọng va đập .
– Tính dẫn nhiệt kém : ~ 50 % của thép .
Kim cương tự tạo
Kim cương tự tạo hay kim cương tổng hợp là loại đá được sản xuất với ánh quang, đặc thù vật lý giống như một viên kim cương tinh khiết và do con người và máy móc văn minh làm ra .
Kim cương tự tạo được tổng hợp theo 2 chiêu thức chính là :
– Phương pháp cao áp cao nhiệt HPHT (High pressure, High temperature nghĩa là nhiệt độ cao ở áp suất cao) sử dụng nhiệt độ và áp suất cực kỳ cao nhằm tái tạo môi trường giống như môi trường tái tạo kim cương trong lòng đất
– Phương pháp bốc hơi lắng tụ hóa học CVD (Chemical Vapor Deposition) sử dụng sự bốc hơi hóa học của hợp chất khí Carbon dưới tác động của tia nhiệt plasma tạo sự phân chia phân tử khí cho đến khi chỉ còn lại nguyên tử cacbon lắng tụ và phát triển trên mầm kim cương có sẵn.
Với góc cắt đẹp, tinh tế và giá tiền tương đối hợp lý, đó là những ưu điểm của kim cương tự tạo .
Xem thêm : Sự độc lạ lớp phủ PVD và CVD
Kim cương tự tạo thường được sử dụng trong những ngành công nghiệp kỹ thuật quang học, những chip điện tử hạng sang, mũi mài kim cương, đá cắt kim cương, dao cắt kim cương, mảnh dao tiện ngoài mũi kim cương, …

Những nhu yếu so với vật liệu làm dao cắt gọt sắt kẽm kim loại
1. Độ cứng
Thường vật liệu cần gia công trong chế tạo cơ khí là thép, gang … có độ cứng cao, do đó để hoàn toàn có thể cắt được, vật liệu làm dụng cụ cắt gọt phải có độ cứng cao hơn ( 60 – 65HRC )
2. Độ bền cơ học
Dụng cụ cắt gọt thường phải thao tác trong điều kiện kèm theo rất khắc nghiệt : tải trọng lớn không không thay đổi, nhiệt độ cao, ma sát lớn, rung động …. Dễ làm lưỡi cắt của dụng cụ sứt mẻ. Do đó vật liệu làm dụng cụ cắt gọt cần có độ bền cơ học ( sức bền uốn, kéo, nén, va đập … ) càng cao càng tốt .
3. Tính chịu nóng
Ở vùng cắt, nơi tiếp xúc của cụ thể gia công và dụng cụ cắt, do sắt kẽm kim loại bị ma sát tạo nên nhiệt độ rất cao ( 700 – 800 độ C ), có khi đạt đến hàng ngàn độ ( khi mài – cà ). Ở nhiệt độ này vật liệu làm dụng cụ cắt hoàn toàn có thể bị đổi khác cấu trúc làm cho những tính năng cắt giảm xuống. Vì vậy vật liệu phần dụng cụ cắt cần có tính chịu nóng cao trong một thời hạn dài .
4. Tính chịu mài mòn
Làm việc trong điều kiện nhiệt độ cao, ma sát lớn thì sự mài mòn dao là điều thường xảy ra. Thông thường vật liệu càng cứng thì tính chống mài mòn càng cao. Tuy nhiên ở điều kiện nhiệt độ cao khi cắt thì hiện tuợng mài mòn cơ học không còn là chủ yếu nữa, mà ở đây sự mài mòn chủ yếu do hiện tượng chảy dính (bám dính giữa vật liệu gia công và vật liệu làm dụng cụ cắt) là cơ bản. Ngoài ra do việc giảm độ cứng ở phần cắt do nhiệt độ cao khiến cho lúc này hiện tượng mòn xảy ra càng khốc
liệt. Vì vậy, vật liệu làm dụng cụ cắt gọt phải có tính chịu mòn cao.
5. Tính công nghệ tiên tiến
Vật liệu làm dụng cụ cắt phải dể chế tạo : dễ rèn, cán, dễ tạo hình bằng cắt gọt, có tính thấm tôi cao, dễ nhiệt luyện … Ngoài những nhu yếu đa phần nêu trên, vật liệu làm dụng cụ cắt gọt phải có tính dẫn nhiệt tốt, độ dai chống va đập cao và giá tiền rẻ .
Các bạn hoàn toàn có thể tìm hiểu thêm thêm video san sẻ một vài kỹ năng và kiến thức
Đọc thông số kỹ thuật cơ bản trong hộp Insert tiện
Nhận biết mã Chip, mã insert tiện ngoài và móc lỗ
![]()
Hutscom là công ty chuyên cung cấp các loại phụ kiện, dụng cụ cơ khí chính xác và các sản phẩm dụng cụ cắt gọt gia công cơ khí chính xác từ các thương hiệu uy tính hàng đầu trên thị trường hiện nay.
-
Website: https://vh2.com.vn/
- E-Mail : [email protected]
-
Hotline: 0903 867 467
- Địa chỉ : phòng G7, số 06 Phùng Khắc Khoan, P. ĐaKao, Quận 1, TP.Hồ Chí Minh .
Source: https://vh2.com.vn
Category: Chế Tạo

CÔNG TY TNHH THƯƠNG MẠI XNK TÀI NGUYÊN TÂY BẮC 5500638311 Bản Púng, Xã Chiềng Khoong, Huyện Sông Mã CÔNG TY TNHH MTV THƯƠNG MẠI VÀ DỊCH VỤ MINH HẠNH...
CÔNG TY TNHH ĐẦU TƯ SẢN XUẤT THƯƠNG MẠI DỊCH VỤ ĐÀO QUANG 5801470398 thôn Phúc Thanh, Xã Phúc Thọ, Huyện Lâm Hà CÔNG TY TNHH PHÚ HỘI LAND 5801469434...
CÔNG TY TNHH ĐẦU TƯ SẢN XUẤT THƯƠNG MẠI DỊCH VỤ ĐÀO QUANG 5801470398 thôn Phúc Thanh, Xã Phúc Thọ, Huyện Lâm Hà CÔNG TY TNHH VẠN TÍN PHÁT .TT...

Sử dụng dây chuyền sản xuất giấy giúp nâng cao chất lượng, hiệu quả và lợi nhuận cho các doanh nghiệp. Để hiểu rõ hơn về hệ thống máy móc...