
























Xử lý máy giặt Electrolux lỗi E-61 hiệu quả https://appongtho.vn/cac-xoa-may-giat-electrolux-bao-loi-e61-tu-z Bạn đang gặp lỗi E-61 máy giặt Electrolux? Đừng lo lắng đây là quy trình 18 bước giúp bạn tự...
Hướng dẫn sửa chữa Máy Thùa Khuy tại nhà Dễ hiểu nhất. – Sửa máy may tận nhà 0901.239.941
MÁY THÙA KHUY BẰNG JUKI LBH -761,771,780 – SỬA MÁY MAY – SUA MAY MAY – SỬA MÁY MAY TẬN NHÀ – SỬA MÁY MAY TẠI NHÀ
I. ĐẶC TÍNH KỸ THUẬT MÁY THÙA KHUY BẰNG JUKI LBH- 761, 771, 780: XEM THÊM TẠI ĐÂY
Bảng 5.1.
| 1. | Kích thước khuy | ||||
| Kiểu máy | LBH-761-780 | LBH-782 | LBH-783 | LBH-784 | |
| Bề rộng bọ (chiết mũi) – (Bề rộng khuy) | 2,5~4mm | 2,5~5mm | 2,5~5mm | 2,5~5mm | |
| Chiều cao | 6,35~19,05mm | 6,35~35,4mm | 6,35~31,75mm | 12,7~38mm | |
| Chiều dài khuy (tối đa) | 22mm | 33mm | 40mm | 47mm | |
| 2. | Tốc độ | Tối đa 3.600 mũi/phút | |||
| 3. | Kim | DP x 5; DP x 51; DP x K15; SINGER SY 6970 | |||
| 4. | Khoảng động của trụ kim | 34,6mm | |||
| 5. | Dẫn chỉ | Loại nối tiếp | |||
| 6. | Ổ máy | Loại DP ổ quay tự động bôi trơn | |||
| 7. | Giỡ bàn ép vải | 12mm | |||
| 8. | Đánh chỉ suốt | Gắn chung với đầu máy. Có thể đánh chỉ vảo suốt bất cứ lúc nào động cơ đang chạy | |||
| 9. | Số mũi | Có thể thay đổi từ 54 đến 345 mũi bằng cách thay những bánh răng | |||
| 10. | Cơ cấu ngừng gấp khi có sự cố | Bằng tay hãm gấp vào giảm tốc độ | |||
| 11. | Chuyển động bằng tay | Tay quay toàn vòng; hoạt động bằng tay | |||
| 12. | Kích thước | Rộng 185mm, cao380mm, dài 614mm | |||
| 13. | Trọng lượng đầu máy | 40kg | |||
| 14. | Dây curoa | Loại chữ V ( Loại M ) dẹp | |||
| 15. | Động cơ | Động cơ phổ thông 300 W Lưu ý khi dùng động cơ 250; máy sẽ hoạt động ở tốc độ 3100 mũi/ phút hay thấp hơn. |
|||
| 16. | Bôi trơn | Hệ thống bôi trơn tự động | |||
II. QUY TRÌNH HIỆU CHỈNH MÁY THÙA KHUY BẰNG:
1. Hiệu chỉnh cam phân phối chuyển động:
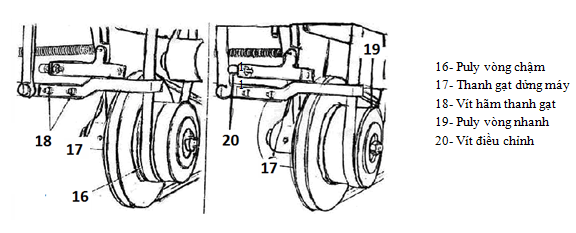
1.1. Điều chỉnh mấu gạt dừng máy:Bạn đang đọc: Hướng dẫn sửa chữa Máy Thùa Khuy tại nhà Dễ hiểu nhất. – Sửa máy may tận nhà 0901.239.941
- Quay tay quay cho vạch khắc trên rãnh đẩy trùng với tâm con lăn đẩy.
- Nới lỏng 2 vít hãm của mấu gạt dừng máy trên đĩa cam trái tim và dịch chuyển sao cho mấu gạt tỳ lên phần cao nhất của mấu cần giữ trụ tự động. Lúc đó trụ tự động lọt vào rãnh khóa trục chính, kim ở bị trí cao nhất, xiết 2 vít hãm mấu lại.
Hình 5.1. Điều chỉnh mấu gạt dừng máy:
1.2. Điều chỉnh tốc độ làm việc nhanh chậm của máy thùa khuy:
1.2.1. Máy 761:
- Vào gần cuối của 1 khuy máy sẽ chuyển sang tốc độ chậm hơn để thực hiện đục lỗ khuy và dừng máy.
- Khi mấu của cần giữ trụ tự động leo lên nấc thứ I của mấu gạt dừng máy ( điểm B) thì máy sẽ dừng hẳn.
- Ta điều chỉnh mấu số 7 và 6 sao cho máy phải thực hiện đủ cả 2 giai đoạn, khi đó trụ tự động sẽ gạt dây đai để chuyển đổi tốc độ.
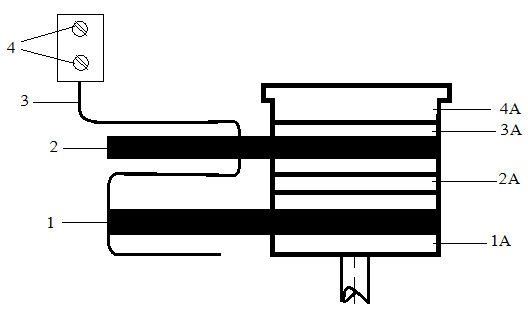
- Máy thùa 761 có 2 dây đai 1 ngắn và 1 dài. Dây ngắn nằm trong gọi là dây đai vòng chậm 1, dây nằm ngoài gọi là dây đai vòng nhanh 2 .
- Điều chỉnh cần gạt bằng cách nới lỏng 2 vít hãm 4 của cần gạt dây đai và điều chỉnh sao cho:
- Khi chạy không tải: Dây số 1 chạy trên puly 1A.
Dây số 2 chạy trên puly 2A .
- Khi chạy có tải: Dây số 1 chạy trên puly 3A.
Dây số 2 chạy trên puly 4A .
- Khi chạy vòng chậm: Dây số 1 chạy trên puly 2A.
Dây số 2 chạy trên puly 3A .
Hình 5.2. Điều chỉnh cần gạt dây curoa máy LBH-761:
1.2.2. Máy LBH 771:
- Máy thùa LBH 771 chuyển đổi tốc độ bằng vi mạch điện tử nhờ vào các tín hiệu điều khiển của các công tắc được lắp trên máy.
- Tốc độ chậm của máy được thay đổi bằng cách xoay biến trở được lắp trên hộp điều khiển, tùy theo tỷ số truyền của bộ bánh răng định mũi mà ta điều chỉnh cho máy có số vòng quay ở trạng thái chậm khác nhau, nhằm đảm bảo an toàn cho máy.
1.2.3. Máy LBH 780-781:
- Điều chỉnh vị trí mấu điều khiển vòng chậm:
- Nới lỏng vịt giữ mấu tốc độ chậm và điều chỉnh kích thước A thích hợp với số mũi của khuy, sau đó vặn vít chặt lại.
- Khi mấu tốc độ chậm di chuyển theo hướng mũi tên, số mũi trong lúc máy chạy tố độ chậm sẽ giảm.
Bảng 5.2.
Số mũi Kích tước A Ít hơn 93 10~12mm 93~123 5mm >123 0
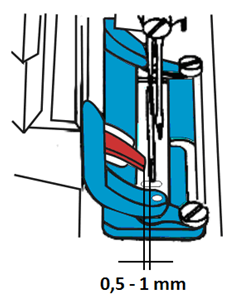
- Điều chỉnh vị trí cần gạt dây curoa đầu máy:
- Định vị dây curoa sao cho đạt 0,5~1mm lúc chạy không tải.
- Khi máy chạy chậm dây curoa phải nằm hoàn toàn trên puly ngoài (puly mang tải).
- Trong quá trình máy hoạt động, điều chỉnh sao cho dây curoa không chạm vào cần gạt dây càng nhiều càng tốt, ngay cả lúc chạy không tải.
- Tránh để ngược mặt dây, hãy chú ý mặt trên của dây có dấu mũi tên .
Hình 5.3. Điều chỉnh cần gạt dây curoa máy thùa khuy bằng LBH-780,781:sửa máy may tại nhà – sửa máy may – sua may may – cho thuê máy may – bán máy may – nơi sửa máy may gần nhất – sửa máy may tận nhà – sửa máy may tại nhà – sửa máy may công nghiệp – sửa máy may gia đình
- Cần gạt dây đai:
- Khi cần dừng máy bằng tay nằm ở vị trí tốc độ thấp, nới vis (15) điều chỉnh vị trí cần gạt dây đai (2) sao cho dây đai nằm ở puli tốc độ thấp (13).
- Khi cần dừng máy bằng tay nằm ở vị trí tốc độ thấp, nơi ví (15) điều chỉnh vị trí cần gạt dây đại (2) sao cho dây đai nằm ở puly tốc độ thấp (13)
Chú ý:
- Điều chỉnh vít (5) sao cho mấu gạt đai (2) không làm đai dời khỏi puly tốc độ cao (4). Khi máy chạy tốc độ cao.
Hình 5.4.. Điều chỉnh tốc độ máy thùa khuy bằng LBH-780,781:
1.3. Định vị các mấu khác:
- Nới lỏng vít hãm của các mấu còn lại ( chiết mũi, đồng tiền phụ, dao chém) trên cam phân phối chuyển động ( đĩa trái tim ) và xê dịch sao cho các vạch khắc sẽ đi qua tâm của con vít thứ nhất tính theo chiều quay của đĩa trái tim.
Hình 5.5.. Điều chỉnh các mấu còn lại trên đĩa cam chính máy thùa khuy bằng.
2. Hiệu chỉnh bộ tạo mũi máy thùa khuy bằng.
2.1. Điều chỉnh vị chí kim:
- Chọn kim DP x 5, DP x 7.
- Lắp kim nới lỏng 2 ốc, lắp kim heat đốc, xoay phần rảnh dài về phía puly máy, xiết chặt 2 ốc lại.
- Vị trí kim: Nới lỏng ốc 3 xê dịch trụ kim 4 lên xuống sao cho mép trên lổ kim ngang bằng phần cao nhất của giá bảo hiểm kim ,xiết chặt ốc 3 lại.
Hình 5.6. Điều chỉnh vị chí kim máy thùa khuy bằng.
21- Kim 22- Vít hãm kim 23- Vít điều chỉnh 24- Trụ kim 25- Ruột ổCác bạn cần hỗ trợ sửa máy may công nghiệp có thể liên hệ 096.2453.084
2.2. Điều chỉnh sàng kim:
- Khi kim lên vị trí cao nhất, vạch khắc trên bánh răng nhựa (bánh răng lớn thẳng hàng với tâm trục ổ. Trụ kim phải hoàn tất chuyển động qua lại khi kim xuyên qua nguyên liệu).
- Nới lỏng 2 vít hãm của bánh răng trụ nhỏ nằm trên trục ổ, dùng tay xoay bánh răng bằng nhựa sao cho vạch khắc trên bánh răng nhựa thẳng hàng với tâm trục ổ và xiết chặt 2 vít lại.
Chú ý:
- Kiểm tra lại bằng cách đặt 1 miếng giấy vào mặt tấm kim, quay puly bằng tay cho kim xuyên qua giấy và kiểm tra xem kim tạo thành 1 lỗ tròn hoàn toàn là được.
- Khi điều chỉnh bánh răng trên trục ổ, không để trục có độ rơ dọc trục.
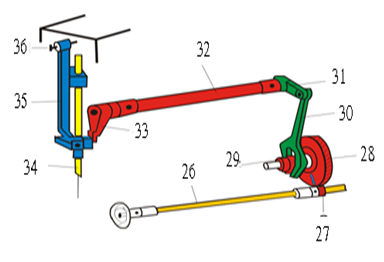
Hình 5.7. Điều chỉnh sàng kim máy thùa khuy bằng.
26- Kim 27- Bánh răng trục ổ 28- Bánh răng nhựa 29- Cam
30- Ngàm cặp cá 31- Đế ziczắc 32- Trục ziczắc 33- Tay lắc
34- Khung trụ kim 35- Trụ kim 36- Vít bản lề2.3. Điều chỉnh ổ máy:
2.3.1. Cách 1:
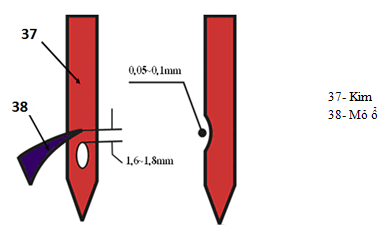
- Khi trụ kim bắt đầu đi lên từ vị trí thấp nhất, đặt phần 2 của dưỡng điều chỉnh trụ kim ( 14,2mm ) vào khoảng cách từ mặt dưới trụ kim đến mặt tấm kim.
- Nới lỏng vít hãm giá ổ và điều chỉnh cho mỏ ổ phải ở đúng vị trí tâm kim và tránh mép trên lỗ kim từ 1,6÷1,8mm và khoảng hở giữa kim và mỏ ổ là 0,05 mm.
- Đối với những loại vải mỏng và mềm ta có thể điều chỉnh ổ hơi trễ hơn tiêu chuẩn khoảng cách giữa mép trên lỗ kim và mỏ ổ được đặt vào gần 1,0mm .
Chú ý: Trụ kim phải nằm ở vị trí giữa lỗ ô van trên mặt tấm kim.
2.3.2. Cách 2:
- Ngoài ra còn có thể điều chỉnh ổ máy bằng cách cho kim xuyên xuống vào rút lên ở vị trí ziczắc xa nhất so với chiều quay của máy, lúc này ta cho mỏ ổ đến tâm kim và cách mép trên lỗ kim khoảng 0,5mm, vẫn đảm bảo khoảng hở mặt bằng là 0,05 mm, sau đó xiết hai vít hãm giá ổ lại.

Hình 5.8. Điều chỉnh ổ máy máy thùa khuy bằng.2.4. Điều chỉnh khóa giữ ruột ổ:
- Ta điều chỉnh khóa giữ ruột ổ sao cho độ rơ giữa ruột ổ va khóa 0,5mm để chỉ thoát qua dễ dàng, sau đó xiết chặt vít hãm khóa ruột ổ lại.
Lưu ý: Phải kiểm tra xem phần dày nhất của ổ có chạm vào khóa hay không.
Hình 5.9. Điều chỉnh khóa giữ ruột ổ
39- Vít hãm ruột ổ 40- Ruột ổ 41- Mỏ ổ 42- Mấu giữ ruột ổ 43- Vít hãm
3. Điều chỉnh cơ cấu phân phối thùa khuy:
3.1. Điều chỉnh vị chí chuẩn của bờ khuy:
3.1.1. Máy 761: Thùa bờ bên phải trước.
- Chuẩn phải: Quay tay quay cho bá n ép vải tiến về phía người quản lý và vận hành ,quay puly cho kim. Tìm mủi bên trái bờ phải, điều chỉnh vít chuẩn phải ( vít nằm ngoài ) sao cho mũi kim dịch vào gần tâm của rãnh dao, xiết chặt đai ốc lại.
- Chuẩn trái: Quay tay quay cho bàn ép vải tiến về phái puly máy, quay puly cho kim tim mủi kim bên trái, nới đại ốc và điều chỉnh vít chuẩn trái ( vít nằm ngang ) phù hợp với độ rộng mũi và cho khoảng cách “a” và “b” được cân xứng
Hình 5.10. Điều chỉnh vị chí chuẩn máy thùa khuy bằng:
45 – Vít chuẩn trái 46 – Vít chuẩn phải
3.1.2. Máy 771-780: Thùa bờ bên trái trước.
Có thể áp dụng bước chỉnh của máy 761 nhưng điều chỉnh bờ bên trái trước và lấy điểm bên phaỉ của bờ trái làm chuẩn bờ đầu tiên. Hoặc điều chỉnh thông số sau:
- Chuẩn trái xác định độ cao của vít chuẩn trái là 10mm khi kim đang đi vào lỗ mặt tấm kim.
- Chuẩn phải điều chỉnh chuẩn phải 2 phù hợp với độ rộng bờ khuy và cho khoảng cách a = b.
Hình 5.11. Điều chỉnh vị chí chuẩn, rộng bờ, rộng chiết
47- Vít điều chỉnh rộng bờ 48- Mũi tên hiển thị rộng bờ 49- Thang chia 50- Vít điều chỉnh rộng chiết
51- Mũi tên hiển thị rộng chiết 52- Vít chuẩn phải 53- Vít chuẩn tráisửa máy may tại nhà – bán máy may công nghiệp – bán máy 1kim – bán máy vắt sổ – bán máy kansai – mua máy may – bán máy may – mua bán máy may – máy may Jack – máy may juki – máy thùa khuy – máy đóng nút – máy cắt vải – máy 2 kim – bán máy vắt sổ.
3.2. Điều chỉnh chiều rộng bờ khuy và chiếc mũi:
- Nới lỏng đai ốc của vít 41 vặn vít 41 vào hoặc ra để thay đổi chiều rộng bờ khuy to hay nhỏ, xiết chặt đai ốc lại.
- Nới lỏng đai ốc của vít 42 vặn vít 42 vào hoặc ra để thay đổi chiều rộng chiết mũi to hay nhỏ, xiết đai ốc lại.
- Để điều chỉnh rộng bờ A, vặn vis (39) vào hoặc ra, mũi (40) chỉ giá trị trên mặt chia (3). Chiều rộng bờ A sẽ bằng ½ giá trị trên thang chia.
- Để điều chỉnh rông chiết B vặn vis (42) vào hay ra, mũi (43) sẽ chỉ giá trị trên thang chia ( đặt mũi 43 theo giá trị được chỉ bởi mũi 2 ).
- Để điều chỉnh vị trí đường chuẩn phải C bằng cách vặn vis(44) vào hay ra nhằm mục đích giữ khoảng cách với đường cắt của dao. Khi vặn vis (44) vào thì đường chuẩn phải dịch sang bên trái.
- Không cần thiết phải điều chỉnh đường chuẩn D vì nó vẫn không đổi.
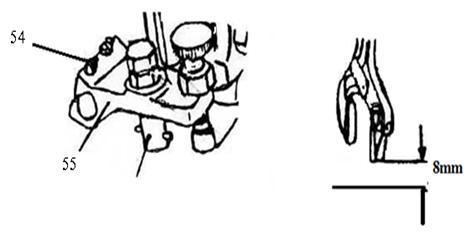
3.3. Độ cao của biên ziczắc (771-780):
- Nếu độ cao của biên ziczắc không đúng sẽ làm cho độ rộng mũi bên trái vì bên phỉa bị sai lệch.
- Khi trụ kim đang thùa bờ trái, nới 2 vít của cần phân bờ khuy, đặt cử hình khối 8 mm vào phía dưới biên ziczắc đẩy biên ziczắc xuống, xiết 2 vít lại.
Hình 5.12. Độ cao của biên ziczắc máy thùa khuy bằng.
54- Vít hãm 55- Cần phân bờ khuy3.4. Điều chỉnh chiều dài khuy:
- Nới lỏng dai ốc 3,xê dịch ốc 4 trong cử 5 sao cho dung chiều dài khuy mong muốn, xiết dai ốc 3 lai.
Hình 5.13. Điều chỉnh chiều dài khuy:sửa máy may tại nhà – sửa máy may – sua may may – cho thuê máy may – bán máy may – nơi sửa máy may gần nhất – sửa máy may tận nhà – sửa máy may tại nhà – sửa máy may công nghiệp – sửa máy may gia đình
4. Hiệu chỉnh cơ cấu nén ép và dịch chuyển nguyên liệu máy thùa khuy bằng.
4.1. Điều chỉnh vị trí tấm đẩy vải, bàn ép vải so với mặt tấm kim:
- Khi máy làm việc và lúc dừng máy, tấm đẩy vải và mặt tấm kim không được va chạm vào nhau có thể làm kẹt máy.
- Điều chỉnh bằng cách nới vít hãm đế A và điều chỉnh khoảng cách từ đầu ngoài cùng của trục đến đế A là 141mm, để luôn tạo một khoảng cách an toàn giữa tấm đẩy và mặt tấm kim
- Ngoài ra tùy theo kích cỡ của bàn ép vải mà có thể điều chỉnh vị trí bàn ép khác nhau. Đối với máy 771 và 780 thì vị trí bàn ép vải khi dừng máy sẽ cách lỗ ô van trên tấm kim là 2,5mm-3mm.
Hình 5.14. Điều chỉnh vị trí tấm đẩy vải, bàn ép vải so với mặt tấm kim
61- Trục bàn ép 62- Vít hãm 63- Bàn ép vải
Chú ý:
- Khi điều chỉnh bước này cần đảm bảo cho khung cần bàn ép phải cách đều 2 bên mặt tấm kim.
- Nếu không đúng sẽ ảnh hưởng đến kéo cắt chỉ và kim sẽ chạm vào bàn ép khi tăng dao động.
4.2. Điều chỉnh vị trí dao đưa xuống so với mặt tấm kim máy thùa khuy bằng.
Điều kiện:
- Lưỡi dao còn tốt, đạt tiêu chuẩn kỹ thuật.
- Khi dao đưa xuống phải đúng khe giữa tấm kim.
Điều chỉnh:
- Ta điều chỉnh bước máy bằng cách điều chỉnh tấm đỡ mặt tấm kim và tấm kim, không được điều chỉnh khung, đế định vị dao.
4.3. Điều chỉnh bàn ép vải máy thùa khuy bằng.
- Độ nâng bàn ép vải đạt 12mm khi ấn hết hành trình (đạp).
- Khi vải bị nhăn, ta xoay núm 1 theo chiều kim đồng hồ ( tăng áp lực đè).
- Nới lỏng vít hãm khóa kẹp trụ bàn ép để điều chỉnh độ nâng bàn ép vải.
Hình 5.15. Điều chỉnh bàn ép vải
59- Khuy nén 60- Vít hãm trụ chân vịt 61- Khóa kẹp trụ chân vịt 62- Bàn ép5. Hiệu chỉnh cơ cấu dao chém máy thùa khuy bằng.
5.1. Điều chỉnh thời điểm cần vồ ăn khớp cần truyền dao chém:
- Quay tay quay tới thời điểm dao chém, trụ dao chém sẽ đẩy đuôi cần vồ đi lên, tiếp tục quay tay quay sao cho mấu dao chém rời khổi trụ dao chém, đuôi cần vồ lọt vào khoảng giửa mấu đôi ,lúc này cần vồ ăn khớp với cần truyền dao chém. Quay puly cho cần truyền dao chém xuống tận cùng dưới bắt đầu nhấp nháy đi lên, rồi nới lỏng đai ốc 3 điều chỉnh sao cho khoảng hở đạt 0,2-0,3mm.
Hình 5.16. Điều chỉnh thời điểm cần vồ ăn khớp cần truyền dao chém máy thùa khuy bằng.
sửa máy may tận nhàsửa máy may tận nhà
5.2. Lắp dao: Thực hiện như sau:
- Mở vis (2).
- Gắn dao sao cho phần vát của dao ( mép trên ) thấp hơn bề mặt tấm kim khoảng ( 2-3mm ) khi dao xuống vị thấp nhất.
Chú ý: Khi lắp phải có vòng đệm dao vàò đế dao.
Hình 5.17. Lắp dao, chiều dọc, chiều ngang, chiều sâu máymáy thùa khuy bằng.
5.3. Dọc dao:
- Nới lỏng 2 ốc của đế dao (67) ,dịch chuyển đế dao theo chiều dọc sao cho cạnh trong của trụ kim và cạnh ngắn của mũi dao đạt 0,2-0,5mm.
5.4. Sâu dao:
- Nới lỏng ốc (66),gắn dao vào đế dao .Dùng tay tỳ cần dao xuống sát mặt thành máy điều chỉnh sao cho mũi dao vượt xuống khỏi mặt tắm kim từ 2-3mm,xiết chặt vit 2 lại.
5.5. Ngang dao:
- Nới vít hãm đế (70) điều chỉnh.
5.6. Điều chỉnh đáp đối trọng dao chém:
- Nới lỏng 2 ốc (71),dịch chuyển đáp theo chiều dọc sao cho mũi cần đói trọng ngang bằng chốt cần vồ, xiết chặt 2 ốc (71).
Hình 5.18. Điều chỉnh đáp đối trọng dao chém
5.7. Điều chỉnh cần cảm biến dao chém:
- Nới lỏng ốc 1, điều chỉnh khi cho chỉ qua cần cảm biến thì cần đối trọng bấp bênh, ngược lại khi tháo chỉ ra, đuôi cần đối trong ngang bằng chốt cần vồ.
Hình 5.19. Điều chỉnh cần cảm biến dao chém
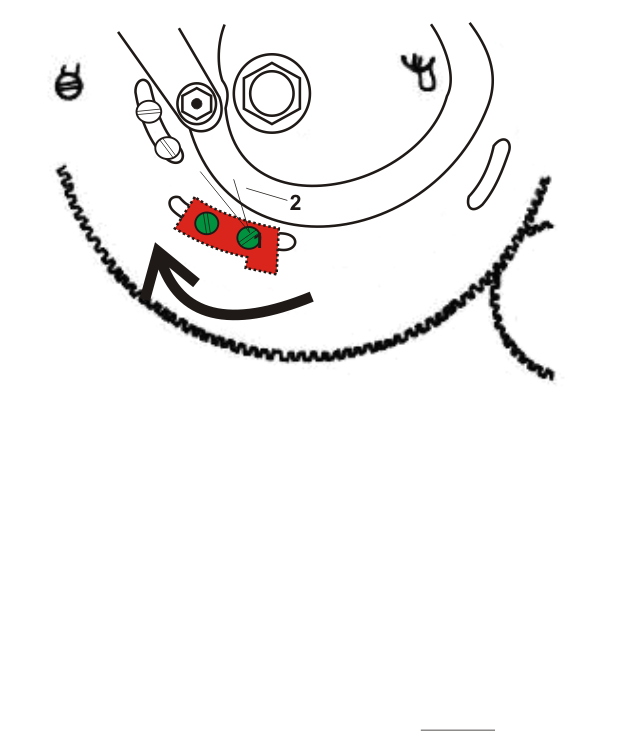
5.8. Điều chỉnh thời điểm dao chém:
- Nghiêng máy qua trái ,nới lỏng cặp vít (4) xê dịch mấu số 2 cho vạch khắc chia đôi con vit số 1 theo chiều máy chạy.Xiết chặt ốc số (4) lại.
Hình 5.20. Điều chỉnh thời điểm dao chém:
sửa máy may tại nhà – sửa máy may – sua may may – cho thuê máy may – bán máy may – nơi sửa máy may gần nhất – sửa máy may tận nhà – sửa máy may tại nhà – sửa máy may công nghiệp – sửa máy may gia đình
6. Hiệu chỉnh kéo cắt chỉ trên:
6.1. Lắp kéo trên:
Kiểm tra thời điểm trước khi điều chỉnh kéo cắt chỉ trên.
- Cạnh trong bàn ép cách lỗ ovan 2,5mm.
- Mặt tấm kim cách mặt vuông 1mm.
- Bàn ép vải nằm chia đều lỗ ovan.
- Kim nằm vị trí tận cùng trên.
- Mấu đuôi khung trụ tự động và cần gạt dừng máy đạt khoảng cách 0,5 – 1mm.
- Mấu dừng máy.
- Trụ tự động sặp vào cam xăntic.
- Khoảng hở đuôi trụ kéo và né kéo 0,2 -0,3mm.
Hình 5.21.Kiểm tra các thời điểm dừng máy
71- Lưỡi kéo động 72- Lưỡi kéo tĩnh 73- Nhíp ép
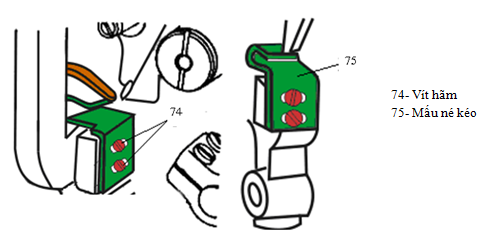
6.2. Điều chỉnh vị trí mấu né kéo:
- Chỉ trên phải được giữ lại từ 2,5 đến 3mm lúc khởi động( sau đó kéo sẽ mở dần dần).
- Vặn lỏng vít khóa cần dao và điều chỉnh bằng cách dịch chuyển khóa tới lui. Khi di chuyển khóa cần dao về phía bạn sẽ làm giảm thời điểm giữ chỉ, và ngược lại sẽ làm tăng thêm thời gian giữ chỉ (Kiểm tra lại sau khi điều chỉnh).
- Bất cứ khi nào kéo đã được điều chỉnh, quay tay quay để kiểm tra là kéo không chạm vaò bàn ép vải hay kim khi nó mở.
Hình 5.22. Điều chỉnh vị trí mấu né kéo:
sửa máy may tại nhà – sửa máy may – sua may may – cho thuê máy may – bán máy may – nơi sửa máy may gần nhất – sửa máy may tận nhà – sửa máy may tại nhà – sửa máy may công nghiệp – sửa máy may gia đình
6.3. Điều chỉnh độ cao của kéo cắt chỉ trên:
- Đặt kéo cắt chỉ trên càng thấp càng tốt, để kéo không bị chạm vào bàn ép vải. Nới lỏng vít (1) trên kéo và định vị theo chiều đứng.
Hình 5.22. Điều chỉnh độ cao của kéo cắt chỉ trên
76- Điều chỉnh chiều cao kéo 77- Đáp dẫn hướng
78- Kéo 79- Mặt tấm kim
6.4. Điều chỉnh đế kéo (khoảng ngang và khoảng dọc kéo):
Hình 5.23. Khoảng ngang và khoảng dọc kéo
- Điều chỉnh kéo cắt chỉ trên sao cho mũi kéo thẳng hàng với thân kim, và giữ cách xa 5mm về bên phải tính từ tâm của rãnh dao khi kéo đạt đến vị trí xa nhất
- Khi kéo cắt chỉ trên đã đóng hoàn toàn, lưỡi kéo trên vàlưỡi kéo dưới phải gối lên nhau từ 0,5 đến 0,8mm.
- Kiểm tra xem kéo đã đóng với 1 độ dung sai nhất định cho phép đóng chặt hơn chưa.
- Đạp bàn đạp nâng trụ bàn ép vải để kéo đạt đến vị trí xa nhất. Sau đó nới lỏng vít (1) ở cần mở/khóa kéo trên bằng chìa khóa lục giác và xác định vị trí bên hông và chiều dọc của cần mở khóa kéo trên.
Hình 5.24.Định thời điểm mỡ kéo
- Nới lỏng ở cần gạt kéo cắt chỉ trên ( A ) và điều chỉnh lưỡi kéo trên và lưỡi kéo dưới gối lên nhau theo tiêu chuẩn, điều chỉnh vị trí theo chiều của kéo cắt chỉ trên tương đối với cần gạt kéo cắt chỉ trên (A).
- Nếu kéo đóng quá sớm hay gối lên nhau 1mm hoặc nhiều hơn, hãy di chuyển cần gạt kéo cắt chỉ trên về phía người vận hành máy một ít.
6.5. Điều chỉnh thời điểm đóng/ mở kéo cắt chỉ trên – Hướng dẫn sửa máy may tại nhà.
6.5.1. Thời điểm đóng kéo cắt chỉ:
- Điều chỉnh thời điểm đóng kéo cắt chỉ kim sao cho kéo hoàn toàn đóng khi nó tiến xa nhất. Để điều chỉnh mở vis (4) và di chuyển đáp đóng kéo (5) tới lui.Khi đạp đóng kéo di chuyển về phía bạn, thời điểm đóng kéo bị muộn. Phải chắc chắn rằng kho đóng kéo hoàn toàn, khoảng cách giửa hai lưỡi kéo khoảng 0,3 – 0,5mm. Nếu không đúng khoảng cách đó, đáp mở kéo sẽ cản trở sự chuyển động của kéo; cản trở sự hoạt động êm nhẹ của tay nâng (7).
6.5.2. Thời điểm mở kéo:
- Điều chỉnh thời điểm mở kéo sao cho khi kéo cách vị trí xuất phát khoảng 2,5-3mm thì kéo bắt đầu mở dần dần. Để điều chỉnh mở vis (4) và dịch chuyển đáp mở kéo (6) tới hoặc lui khi nó dịch chuyển về phía bạn, kéo bắt đầu mở sớm hơn.
6.6. Điều chỉnh vị trí kéo khi kẹp chỉ lúc khởi động:
sửa máy may tại nhà – sửa máy may – sua may may – cho thuê máy may – bán máy may – nơi sửa máy may gần nhất – sửa máy may tận nhà – sửa máy may tại nhà – sửa máy may công nghiệp – sửa máy may gia đình
- Kéo phải kẹp được chỉ khi mũi kéo cách lỗ giao trên mặt nguyệt từ 0 đến 1mm bên trái lúc khởi động.
- Điều chỉnh vị trí này bằng cách thêm vào hay giảm bớt số lượng miếng đệm (B2023761000).
Chú ý:
- Bởi vì nơi kéo kẹp chỉ cũng ảnh hưởng đến vị trí này. Kiểm tra và sửa lại vị trí cần gạt kéo cắt chỉ so với kéo trên trước khi thay đổi số lượng miếng đệm.
Hình 5.25. Điều chỉnh vị trí kéo khi kẹp chỉ lúc khởi động:
sửa máy may tại nhà – sửa máy may – sua may may – nơi sửa máy may gần nhất
6.7. Điều chỉnh bộ phận mở kéo:
- Điều chỉnh bằng vít định vị trên bộ phận mở kéo sao cho cần mở kéo tiếp xúc nhẹ với bộ phận mở kéo vào lúc bắt đầu chuyển tốc độ chậm (khi mấu dừng sớm trễ dưới gài vào mấu dừng sớm trễ trên B).
Chú ý:
- Đẩy cần mở kéo theo chiều mũi tên để xác định dung sai còn lại trong khe hở của cần nối mở kéo khởi động máy ở tốc độ cao.
6.8. Điều chỉnh giá kéo cắt chỉ trên – Hướng dẫn sửa máy may tại nhà.
- Điều chỉnh sao cho giá điều chỉnh kéo trên gài vào cần điều chỉnh bàn ép vải 0,5mm khi vần mở/khóa kéo trên (sau) rồi khỏ khóa/mở kéo, làm cho kéo mở ra. Lưu ý 82 Vit điều chỉnh chiều ngan kéo.
Hình 5.26. Điều chỉnh giá kéo cắt chỉ trên:
82- Vit điều chỉnh chiều ngang kéo 83- Đỡ kéo6.9. Điều chỉnh lực áp của nhíp giữ chỉ:
- Nhíp giữ chỉ chủ yếu làm cho chỉ không bị tuột khỏi kim ở thời điểm dừng máy.
- Nếu sức giữ chỉ của kéo cắt chỉ trên đã yếu, hãy nhẹ nhàng uốn cong nhíp giữ chỉ về phía lưỡi kéo trên sao cho lưỡi kéo trên và lưỡi kéo dưới tiếp xúc sát với nhau.Hết chiều dài lưỡi kéo để có kẹp cắt chỉ tại bất cứ điểm nào trên lưỡi.
7. Hiệu chỉnh dao cắt chỉ dưới – máy thùa khuy bằng.
7.1. Điều chỉnh vị trí dao cắt chỉ dưới:
- Đặt mép lưỡi dao dưới cách lỗ kim trên mặt nguyệt từ 0,3 đến 0,5mm.
- Điều chỉnh dao cắt chỉ dưới sau khi vặn lỏng vít (1)
- Trường hợp cần thay dao cắt chỉ dưới, xoay nghiêng đầu máy, mở cần khóa ổ, và vặn ỏng vít (1) để tháo dao cắt chỉ dưới.
- Trước khi gắn dao, mài mép (A) của lưỡi dao bằng 1 miếng da hay vật liệu khác tương tự da để làm tròn nó nếu không nó sẽ chạm vào chỉ khi đang thùa.
Hình 5.27. Điều chỉnh vị trí dao cắt chỉ dưới:
7.2. Điều chỉnh lưỡi kẹp chỉ dưới:
- Lưỡi kẹp chỉ dưới để giữ lại chỉ dưới đã cắt. Vặn lỏng lưỡi kẹp chỉ dưới và điều chỉnh vị trí, gắn lưỡi dao sao cho khoảng lõm vào của bộ phận kéo chỉ dưới thẳng hàng với trục đối xứng lưỡi kẹp chỉ dưới .
- Ngoài ra uốn cong nhíp lưỡi kẹp chỉ dưới để nhíp ép nhẹ lên chỉ.
Hình 5.28. Điều chỉnh lưỡi kẹp chỉ dưới:
7.3. Điều chỉnh cần giữ suốt:
- Suốt đinh vị dùng kết hợp với dao cắt chỉ đứi để tranh cho suốt chạy không bằng cách ép suốt từ phía sau ổ vào lúc kéo chỉ suốt. Nó cũng dùng để kéo chỉ trên còn lại vào dưới vải. Hơn nữa nó được thiết kế để đảm bảo chiều dài đòi hỏi của chỉ đưới và tránh bỏ mũi hay chỉ trên tuột khỏi kim.
- Nếu chiều dài còn lại của chỉ suốt quá ngắn sau khi cắt có nghĩa là lực ép của chốt quá cao. Nới lỏng đai ốc và điều chỉnh bằng cách vặn vit điều chỉnh (vặn ngược chiều kim đồng hồ sẽ làm giảm lực ép của lò xo và ngược lại).
- Khi điều chỉnh hoặc thay ổ, kiểm tra lại mũi chốt có nằm trong lỗ ổ không. Nếu không, vặn lỏng vít của suốt định vị và điều chỉnh lại chiều cao của nó.
Hình 5.29. Điều chỉnh cần giữ suốt:
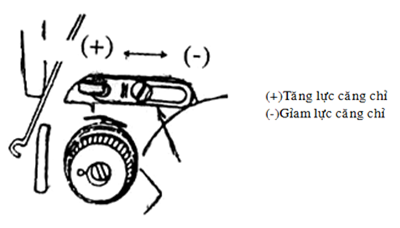
8. Điều chỉnh bộ ép chỉ và dẫn chỉ:
- Trên máy thùa thường có đến 2-3 cụm ép chỉ, những cụng ép chỉ nào mở ra khi máy thực hiện chiết mũi đầu khuy đó là cụm ép chỉ quyết định sức căng chỉ của 2 bờ khuy, các cụm còn lại sẽ quyết đinh sức căng chỉ khi chiết mũi 2 đầu khuy. Ta điều chỉnh ty đồng tiền sao cho độ mở của các cụm ép chỉ từ 0,5 ~1mm ở thời điểm mở cụm đồng tiền.
Hình 5.30.Mở đồng tiền chính máy thùa khuy bằng.
- Đối với phần chiết mũi điều chỉnh sao cho việc thả lỏng lực căng chỉ chấm dứt trước khi hoàn tất chiết mũi từ 1 đến 2 mũi để tránh bị sùi chỉ cho bờ tiếp theo. Ta điều chỉnh ở mấu đồng tiền phụ trên. Cam phân phối chuyển động(đĩa trái tim).
- Cần đánh chùng phải đánh chùng chỉ từ 5 – 7 mm để tạo ổn định chỉ khi khởi động.
Hình 5.31. Đánh chùng chỉ máy thùa khuy bằng:
- Pát dẫn chỉ phía trên cum ép chỉ phải điều chỉnh theo độ dày của vải để gút chặt chỉ. Khi di chuyển sang trái lượng chỉ cung cấp sẽ tăng và ngược lại.
Hình 5.32. Pát dẫn chỉn máy thùa khuy bằng.
- Điều chỉnh lực căng chỉ để đạt các dạng mũi thùa. Máy có thể tạo nên 2 loại mũi thùa khác nhau.
- Whip Stitch (mũi vắt ) được tạo nên bởi hình dạng ziczắc của chỉ kim trên mặt vật liệu và chỉ suốt dưới mặt vật liệu.
- Purll Stitch (mũi viền) khi sức căng của chỉ kim lớn hơn thì chỉ kim ngay thẳng quá một vật liệu. Mũi viền được tạo nên do chỉ suốt được kéo về hai bên đường trung tâm của mũi thùa.
Hình 5.32. Điều chỉnh hai loại mũi máy thùa khuy bằng:
sửa máy may tại nhà – sửa máy may – sua may may – cho thuê máy may – bán máy may – nơi sửa máy may gần nhất – sửa máy may tận nhà – sửa máy may tại nhà – sửa máy may công nghiệp – sửa máy may gia đình
9. Các bệnh hỏng và cách sửa chữa:
9.1. Các sai sót về mũi may và cách sửa chữa:Bảng 5.3.
Sự cố Nguyên nhân 1 Nguyên nhân 2 Cách sữa chữa Đứt chỉ kim Gắn kim không đúng Hướng kim sai Gắn lại kim để phần lõm hướng về phía bạn khi nhìn từ phía trước máy sua may may Chiều cao kim không đúng Đẩy sát kim vào trong trụ kim sao cho đầu trên thân kim chạm vào đầu trên của lỗ trụ kim sửa máy may tại nhà Kim bị cong Đặt kim trên một mặt bàn phẳng, lăn kim trong khi dùng ngón tay ấn chân kim xuống để kiểm tra độ cong của mũi kim. Nếu mũi kim bị cong thay kim khác. sua may may Gắn chỉ không đúng cách. Gắn lại chỉ đúng cách. sửa máy may Có những vết trầy sước trên đường dẫn chỉ và các bộ phận liên quan. Có những vết trầy sước trên lò xo râu tôm, bộ phận điều chỉnh lực căng chỉ bờ khuy, cần dẫn chỉ, đồng tiền chỉ, mặt nguyệt mắt dẫn chỉ… Hoặc đường dẫn chỉ đã bị mòn. Dùng miếng da để đánh nhẵn vết trầy, hoặc thay mới các bộ phận. Đặc biệt chú ý mặt dưới lỗ mặt nguyệt. sửa máy may Có những vết sước hay cạnh sắc trên mũi ổ và/ hoặc trong chi vi ổ. Chùi vết sước bằng miếng da hay thay ổ. sua may may Mài cạnh dao dưới không đúng cách. sửa máy may Các bộ phận căng chỉ không được điều chỉnh đúng. Lực căng của bộ phận điều chỉnh lực căng chỉ số 2 quá lớn hay quá nhỏ. Điều chỉnh độ căng của chỉ dưới (độ căng đúng khi thuyền rơi xuống chậm lúc cầm đầu suốt và thả thuyền ra) điều chỉnh thêm khi kiểm tra đường gân trên của hai bờ khuy.
sua may may Lực căng của bộ phận điều chỉnh lực căng chỉ số 1 quá lớn hay quá nhỏ. Điều chỉnh lúc quan sát mũi bọ (chỉ trên bờ phải và chỉ dưới trên bờ khuy sai) sửa máy may Lực căng và/ hoặc khoảng chạy của lò xo râu tôm không đúng. Điều chỉnh khoảng chạy và hoặc lực căng (khoảng chạy tiêu chuẩn là 6-8mm và lực căng là 30g. Cao hơn đối với mũi khóa) Điều chỉnh liên hợp giữa kim và ổ không đúng. Điều chỉnh liên hợp giữa kim và ổ không đúng. Dùng cữ điều chỉnh số đo để chỉnh lại chiều cao của trụ kim sao cho khoảng hở giữa cạnh dưới trụ kim và mặt trên của mặt nguyệt là 11,9mm (12,6mm cho loại K,T và V) khi trụ kim ở vị trí thấp nhất Kim và ổ không phối đồng bộ Điều chỉnh sự phối hợp kim khi đi vào lỗ, mặt nguyệt; vặn lỏng vít ổ; điều chỉnh bằng cữ số 2 sao cho mũi ổ thẳng hàng với thân kim vào lúc kim bắt đầu đi lên từ vị trí thấp nhất.Điều chỉnh khoảng hở giữa mỏ ổ và thân kim vào khoảng 0,05mm. sửa máy may Mỏ ổ bị mòn Mỏ ổ chạm vào kim Sữa lại mỏ ổ hoặc thay ổ. Rồi điều chỉnh liên hợp giữa kim và mỏ ổ như ở phần 2)-B sua may may Chỉ dưới quá ngắn Lực ép lò xo của chốt đánh chỉ suốt quá lớn. Giảm lực ép của lò xo (cẩn thận không giảm quá nhiều, nếu không suốt sẽ quáy không vô ích) sửa máy may Bàn ép vải có vấn đề. Bàn ép vải không hoạt động trơn tru ( hoặc bị nghiêng khi ep vải) Thay ốc bản lề để gắn bàn ép vải. sua may may Bàn ép vải quá lớn đối với khuy. Thay bàn ép vải thích hợp với khuy.
sua may may Vải bị gấp nếp do phần đè lên Dùng một bàn ép vải bù trứ. sửa máy may Bị gấp nếp vì vải là loại dệt kim mỏng hay Jersey. Thay bàn ép vải dùng cho loại dệt kim cực mỏng hoặc Jersey.
Điều chỉnh ổ như chỉ dẫn cho loại K trong phần 2-2Chỉ trên tuột khỏi kim Gắn và định Kéo mở quá sớm. Điều chỉnh bằng cần điều chỉnh mở kéo B sao cho kéo bắt đầu mở từ từ khi bắt đầu thùa khuy 2,5 đến 3mm sua may may Lực giữ chỉ của kéo không đủ. Điều chỉnh lại nhịp giữ chỉ sao cho nó tiếp xúc với toàn bộ bề mặt lưỡi kéo. sửa máy may Thời gian giảm lực căng chỉ của đồng tiền chỉ số 2 không hiệu quả. Điều chỉnh bằng mấu điều chỉnh giảm lực căng chỉ số 2 sao cho đồng tiền chỉ số 2 nổi lên ở 3 đến 4 mũi bắt đầu
Bỏ mũi Không gắn kim đúng cách Kim sai hướng Gắn lại kim để phần lõm hướng về phía bạn khi nhìn từ trước máy. sua may may Chiều cao kim không đúng. Đẩy sát kim vào trong trụ kim sao cho đầu trên kim chạm vào đầu trên của lỗ trụ kim. sửa máy may – sửa máy may tại nhà Kim bị cong Đặt kim trên một mặt bằng phẳng, lăn kim trong khi dùng ngón tay ấn chân kim xuống để để kiểm tra độ cong của mũi kim. Nếu mũi kim bị cong, thay kim khác. Kim bị sực mủi. Thay kim. Điều chỉnh liên hợp giữa kim và ổ không đúng. Chiều cao của trụ kim không đúng. Dùng cử điều chỉnh số 1 để chỉnh lại chiều cao của trụ kim sao cho khoảng hở giữa cạnh dưới trụ kim và mặt trên của mặt nguyêt là 11,9mm (12,6mm cho loại K,T và V) khi kim ở vị trí thấp nhất.
sua may may Lò xo kéo của ngàm bánh răng B bị yếu, gãy. Thay lò xo Dao hạ xuống hai lần liên tiếp. Lò xo kéo của ngàm bánh răng B bị yếu hoặc gãy. Thay lò xo sua may may Momen của ngàm bánh răng B quá lớn. Bôi trơn và lắp ráp lại ngàm bánh răng B. Bàn đạp khởi động không làm việc (không nâng được trụ bàn ép vải lên) Mặt nguyệt, tấm đỡ mặt nguyệt hay dao cắt chỉ dưới bị bụi bít kín. Tháo giá đỡ mặt nguyết và làm sạch vùng chung quánh mặt nguyệt. sua may may Bi bộ phận liên hợp ra khỏi driving lever. Bi bộ phận liên hợp quá dài vào nó chạm vào cây dĩa của driving lever. Chỉnh lại chiều dài của bi bộ phân liên hợp. Bôi trơn không đủ. Bôi mỡ bò vào phần nêu trong hình. Chốt giảm lưc căng số 1 chạm vào cần giảm lực căng. Điều chỉnh lại cần giảm lực căng sao cho chốt số 1 nằm trên cần vào lúc dừng. sua may may Gắn kéo cắt chỉ trên không đúng. Chiều cao và vị trí bên hông kéo không đúng. Xem phần tiêu chuẩn để điều chỉnh. Bàn ép vải không đi lên Mặt nguyệt, tấm đỡ mặt nguyệt hay dao cắt chỉ dưới bị bụi bít kín. Tháo giá đỡ mặt nguyệt và làm sạch vòng chung quanh mặt nguyệt. sua may may Bộ phân kéo chỉ dưới chạm vào lưỡi kẹp chỉ dưới. Điều chỉnh lại sao cho bộ phận kéo chỉ dưới không làm trở ngại lưỡi kẹp chỉ dưới.
Kim và ổ máy không phối hợp đúng Điều chỉnh sự phối hợp kim khi đi vào lỗ mặt nguyêt; vặn lỏng vít ổ; điều chỉnh bằng cữ số 2 sao cho mũi thẳng hàng với thân kim vào lúc kim bắt đầu đi lên từ vị trí thấp. sua may may Kéo mở nhẹ khi bàn ép vải đã đi xuống Chỉnh lại phần bên cạnh và dọc theo cần điều chỉnh mở kéo B và kéo. sửa máy may Móc kéo chỉ đặt không đúng. Móc kéo chỉ kéo chỉ quá ngắn. Hạ thấp móc kéo chỉ để tăng chiều dài chỉ được kéo bởi móc( để chỉ chừng từ 5-7 mm) sua may may Đồng tiền chỉ số 1 điều chỉnh không đúng Đồng tiền chỉ không nổi ra đủ. Điều chỉnh lại đồng tiền chỉ sao cho nó nổi ra từ 0,5 đến 1mm. sua may may Lực căng quá lớn Điều chỉnh lại lực căng sao cho mũi khâu vắt hình thành lúc bắt đầu thùa khuy. Kim không ở đúng độ cao khi máy dừng Lò xo dừng máy yếu Lò xo gãy Thay lò xo. sua may may Lò xo đã bị yếu. Thay lò xo. Ốc điều chỉnh lò xo (buloong tăng đơ) lỏng Vặn bulong sao cho nó đưa lên cách mặt dưới bulông 5mm. sua may may Dừng máy kém hiệu quả(780) Lực căng dây curoa thiếu. Tăng lực căng dây curoa bằng puly điều chỉnh lực căng. sua may may Lực căng của dây curoa tốc độ chậm hình V quá nhỏ. Tăng lực căng đây curoa hình V bằng cách đổi động cơ. Điều chỉnh cần gạt dây curoa hay cần điều chỉnh dây curoa không đúng. Xem phần tiêu chuẩn điều chỉnh
Cần khởi động và trục khuỷu nối mở máy đặt không đúng vị trí. Xem phần tiêu chuẩn điều chỉnh sua may may Vị trí trục khuỷu nối mở máy không đúng. Xem phần mở máy điều chỉnh. Tiếng kêu quá lớn khi dừng máy Thời gian chạy ở tốc độ chậm không đủ. Xem phần tiêu chuẩn điều chỉnh sua may may Máy không chạy chậm lại lúc kết thúc thùa khuy Lực căng thuộc dây curoa tố độ chậm hình V quá thấp. Tăng lực căng dây curua hình V bằng cách đổi vị trí động cơ. Cần điều chỉnh dây curoa không được điều chỉnh đúng. Xem phần tiêu chuẩn điều chỉnh. Dao không hạ xuống Đặt vị trí mấu chiết mũi không đúng. Định thời gian thuộc mấu chiết mũi quá chậm. Chỉnh lại thời gian sao cho dao đưa xuống trước khi máy dừng 2 hoặc 3 mũi (sau khi nó đã chầm chậm đi xuống). sua may may Đặt vị trí biên khóa an toàn không đúng. Xem phần tiêu chuẩn điều chỉnh (12). sua may may Xỏ chỉ không đúng. Không xỏ chỉ quá móc kéo chỉ. Xỏ lại chỉ đúng cách. Cần hãm Đối trọng của cần hãm dao và bảy đất chỉ khóa dao không được điều chỉnh đúng. Chỉnh lại vị trí đối trọng trên và dưới của bảy đất chỉ khóa dao thẳng hàng với lỗ dẫn chỉ trong thời gian thùa khuy và mũi cần hãm dao chạm với biên khóa an toàn vào cuối khuy. sua may may Lò xo bị yếu Thay lò xo. Dao hạ xuống lúc bắt đầu thùa khuy Vị trí mấu chiết mũi không đúng. Định thời
điểu mấu chiết mũi quá trễ.Điều chỉnh lại vị trí gắn mấu chiết mũi sao cho dao hã xuống trước khi máy dừng 2 hoặc 3 mũi. – Chúc những bạn thành công xuất sắc. Nếu có nhu yếu sửa máy may tại nhà xin liên hệ 096.2453.084 Mr / Quang Minh .
+ sửa máy may tại quận 1
+ sửa máy may tại quận 2
+ sửa máy may tại quận 3
+ sửa máy may tại quận 4
+ sửa máy may tại quận 5
+ sửa máy may tại quận 6
+ sửa máy may tại quận 7
+ sửa máy may tại quận 8
+ sửa máy may tại quận 9
+ sửa máy may tại quận 10
+ sửa máy may tại quận 11
+ sửa máy may tại quận 12
+ sửa máy may tại tân bình
+ sửa máy may tại bình tân
+ sửa máy may tại gò vấp
+ sửa máy may tại bình thạnh
+ sửa máy may tại bình chánh
+ sửa máy may tại thủ đức
+ sửa máy may tại bình dương
+ sửa máy may tại quận phú nhuận
+ sửa máy may tại tân phú
+ sửa máy may tại hốc môn
+ sửa máy may gia đình
+ sửa máy may công nghiệp
+ sửa máy may tận nhà
Source: https://vh2.com.vn
Category : Dịch Vụ


Tủ lạnh Sharp nháy lỗi H-34 Cần hỗ trợ ngay lập tức! https://appongtho.vn/ket-luan-tu-lanh-sharp-bao-loi-h34-noi-dia-nhat Bạn muốn tự sửa lỗi H-34 trên tủ lạnh Sharp? Nguyên nhân, dấu hiệu, cách tự sửa...

Cần làm gì khi máy giặt Electrolux báo lỗi E-54? https://appongtho.vn/may-giat-electrolux-bao-loi-e54-tin-hieu-cap-dien-cho-motor Máy giặt Electrolux của bạn đang gặp lỗi E-54? Hướng dẫn quy trình tự sửa lỗi E-54 máy giặt...

Nguy cơ cháy nổ từ lỗi H-32 trên tủ lạnh Sharp https://appongtho.vn/bat-benh-tu-lanh-sharp-bao-loi-h30-h31-h32-h33 Giải mã tủ lạnh Sharp lỗi H-30, H-31, H-32, H-33. Nguyên nhân và cách tự sửa lỗi H-30,...
Máy Giặt Electrolux Lỗi E51 Tạo Nguy Cơ Hỏng https://appongtho.vn/may-giat-electrolux-bao-loi-e51-kinh-nghiem-su-ly Bảng điều khiển máy giặt Electrolux lỗi E-51 là hỏng gì? Nguyên nhân, cách tự sửa mã lỗi E51 máy...