Simulacrum, từ simulacrum Latin, là một sự bắt chước, giả mạo hoặc hư cấu. Khái niệm này được liên kết với mô phỏng, đó là hành động mô phỏng .Một...
Hướng dẫn lập trình CNC từ A đến Z
- Ngày đăng: 2017-11-22 16:18:46
- Lượt xem: 7629
Nếu bạn đã quen với việc đứng máy CNC và muốn tìm hiểu thêm về lập trình CNC thì đây chắc chắn sẽ lài tài liệu cực kỳ bổ ích. Hãy cùng CNC Tuấn Kiệt thực hành lập trình CNC ngay nhé.
Hướng dẫn lập lập trình CNC cơ bản
Trong các bài viết trước chúng tôi đã giới thiệu tới các bạn về công nghệ CNC và các máy CNC. Bạn có thể tại: Giới thiệu công nghệ tiện CNC trong ngành gia công cơ khí
.jpg)
Bạn đang đọc: Hướng dẫn lập trình CNC từ A đến Z
Trong bài viêt này chúng ta cùng thực hành lập trình CNC qua video hướng dẫn thực tế.
1. Các mã lập trình CNC cần biết
Chắc hẳn những bạn đã làm quen với lập trình CNC thì sẽ thấy những điều này thật quen thuộc nhưng với những bạn mới bước vào CNC chắn điều này rất thiết yếu. Mình xin liệt kê ra dưới đây 1 số ít mã lệnh cơ bản của lập trình CNC :
|
Mã lệnh |
Chức năng |
Mã lệnh |
Chức năng |
|
G00 |
Chạy nhanh không cắt gọt |
G53 |
Lựa chọn hệ tọa độ máy |
|
G01 |
Chạy theo đường thẳng có cắt gọt |
G61 |
Mã lệnh dùng đúng chuẩn |
|
G02 |
Nội suy cung tròn cùng chiều kim đồng hồ đeo tay |
G54 |
Lựa chọn hệ tọa độ phôi thứ nhất |
|
G03 |
Nội suy cung tròn ngược chiều kim đồng hồ đeo tay |
G55 |
Lựa chọn hệ tọa độ phôi thứ hai |
|
G04 |
Thực hiện dùng trong thời điểm tạm thời |
G56 |
Lựa chọn hệ tọa độ phôi thứ ba |
|
G09 |
Dừng dụng cụ đúng mực |
G57 |
Lựa chọn hệ tọa độ phôi thứ tư |
|
G10 |
Thay đổi hệ tọa độ phôi |
G58 |
Lựa chọn hệ tọa độ phôi thứ năm |
|
G11 |
Hủy chính sách G10 |
G59 |
Lựa chọn hệ tọa độ phôi thứ sáu |
|
G17 |
Chọn mặt phẳng gia công XY |
G63 |
Chế độ Taro |
|
G18 |
Chọn mặt phẳng gia công XZ |
G64 |
Chế độ căt gọt ( chế đọ kiểm tra dừng đúng mực ) |
|
G19 |
Chọn mặt phẳng gia công ZY |
G65 |
Gọi Marco |
|
G20 |
Đặt đơn vị chức năng gia công hệ inch |
G66 |
Gọi nhóm Marco |
|
G21 |
Đặt đơn vị chức năng gia công hệ met |
G67 |
Hủy gọi nhóm Marco |
|
G27 |
Quay về gốc máy |
G73 |
Gia công lỗ sâu tốc đọ cao |
|
G28 |
Quay về gốc máy tự động hóa |
G74 |
Chu trình Taro |
|
G29 |
Quay về gốc máy thứ 2, thứ 3, thứ 4 |
G76 |
Chu trình khoét lỗ |
|
G30 |
Điểm O thứ 2, thứ 3, thứ 4 |
G80 |
Hủy quy trình khoan |
|
G31 |
Bỏ qua mã lệnh |
G81 |
Chu trình khoan lỗ cạn |
|
G33 |
Cắt ren |
G82 |
Chu trình khoan lỗ bậc |
|
G40 |
Hủy bỏ bù trừ nửa đường kính dụng cụ |
G83 |
Chu trình khoan lỗ sâu |
|
G41 |
Bù trù nửa đường kính dụng cụ bên trái |
G84 |
Chu trình Taro |
|
G42 |
Bù trù nửa đường kính dụng cụ bên phải |
G85 |
Chu trình khoét lỗ |
|
G43 |
Bù chiều dài dụng cụ, + |
G86 |
Chu trình khoét lỗ |
|
G44 |
Bù chiều dài dụng cụ, – |
G87 |
Chu trình khoét lỗ, mặt sau |
|
G45 |
Bù vị trí dụng cụ, tăng |
G88 |
Chu trình khoét lỗ |
|
G46 |
Bù vị trí dụng cụ, giảm |
G89 |
Chu trình khoét lỗ |
|
G47 |
Bù vị trí dụng cụ tăng 2 lần |
G90 |
Đặt hệ tọa độ tuyệt đối |
|
G48 |
Bù vị trí dụng cụ giảm 2 lần |
G91 |
Đặt hệ tọa độ tương đối |
|
G49 |
Hủy bù trừ chiều dài dụng cụ |
G92 |
Đổi hệ tọa độ phôi / đặt vận tốc quay lớn nhất |
|
G94 |
Đặt vận tốc tiến dao / phút |
G97 |
Hủy vận tốc mặt phẳng không đổi |
|
G95 |
Đặt vận tốc tiến dao / vòng |
G98 |
Đặt kiểu rút dao trong chu trinh gia công lỗ |
|
G96 |
Tốc độ mặt phẳng không đổi |
G99 |
Đặt kiểu rút dao trong chu trinh gia công lỗ
|
2. Trình tự lập trình CNC
:
- Bước 1: Nghiên cứu bản vẽ để xác định gia công
- Bước 2: Xác định chọn dao phù hợp với yêu cầu của sản phẩm như kích thước dao loại dao
- Bước 3: Xác dịnh phương pháp đi dao như thế nào để hiểu quả nhất
- Bước 4: Xét setup dao ( Tool Set ) lấy thông số bù trừ cho dao
- Bước 5: Bắt đầu lập trình
3. Video hướng dẫn lập trình CNC
Hiện tại có khá nhiều khóa học lập trình CNC chất lượng, học phí hợp lý, nếu bạn đam mê có thể tham gia khóa học. Hoặc có gì thắc mắc hãy liên hệ ngay với CNC Tuấn Kiệt, các kỹ sư của chúng tôi sẽ hướng dẫn bạn chi tiết nhất.
Source: https://vh2.com.vn
Category : Tin Học

Khởi động sao tam giác là một trong số những phương pháp để khởi động động cơ đơn giản, hiệu quả và tiết kiệm chi phí. Vậy Khởi động sao...
Đồ Án 2: Thiết kế mạch Buck Converter DC-DC Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây...
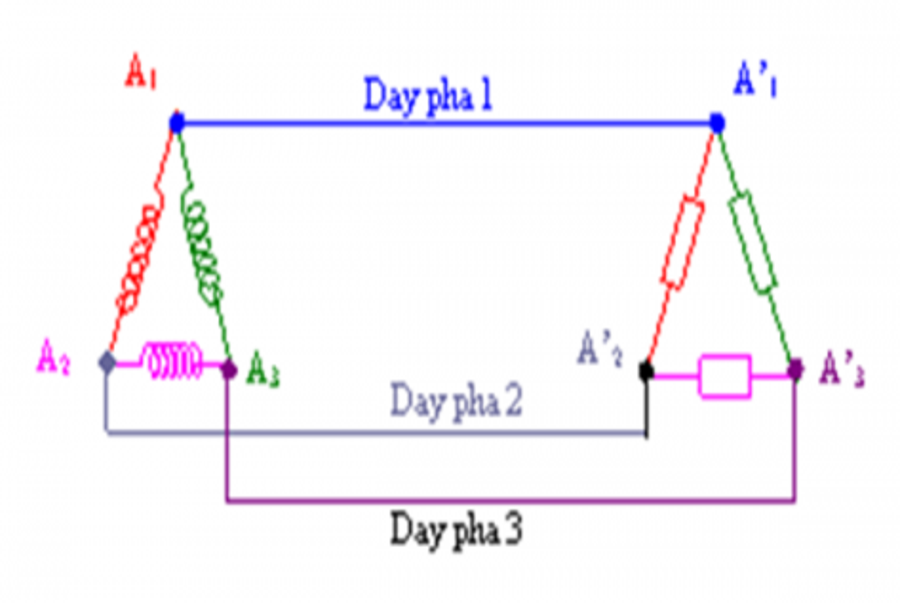
Nguyên tắc hoạt động máy phát điện xoay chiềuDựa trên hiện tượng cảm ứng điện từ: Khi từ thông qua một vòng dây biến thiên điều hòa, trong vòng dây...
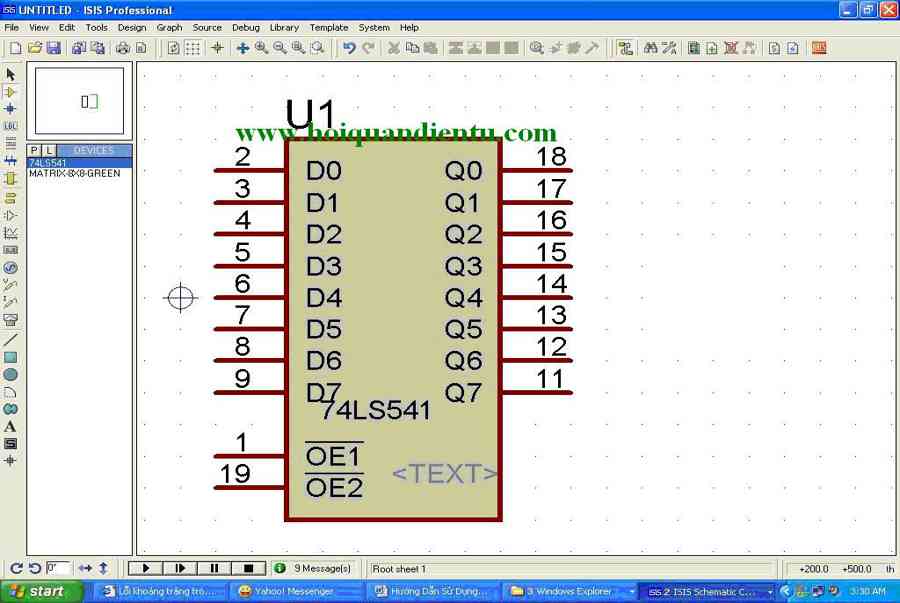
HDSD Led matrix Trong Proteus Và Cách Quét LED SD 8051 ( 8 x 64 ) Ngày 03/08/2010 20:19:50 / Lượt xem: 27279 / Người đăng: biendt / Nguồn: [email protected]...