Các ví dụ về xác định cấp công trình xây dựng là minh hoạ một số trường hợp xác định cấp công trình cụ thể. Bài viết này là phần...
Giáo trình đào tạo nghề mộc – Tài liệu text
Giáo trình đào tạo nghề mộc
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.51 MB, 195 trang )
Bạn đang đọc: Giáo trình đào tạo nghề mộc – Tài liệu text
UBND TỈNH ĐẮKLẮK
TRƯỜNG CAO ĐẲNG NGHỀ TNDT TÂY NGUYÊN
GIÁO TRÌNH
MÔ ĐUN: MỘC CƠ BẢN
MÔN HỌC: CÔNG NGHỆ MỘC
(LƯU HÀNH NỘI BỘ)
Đaklak – Năm 2010
1
Các hoạt động chính trong mô đun
Học trên lớp:
Giới thiệu các kiến thức cơ bản về:
– Tổ chức sản xuất và bố trí mặt bằng nơi làm việc.
– Một số vấn đề cần quan tâm khi gia công hàng mộc
Quy trình mộc dân dụng.
– Tiêu chuẩn kỹ thuật, chất lượng sản phẩm, an toàn lao động.
– Thực hành tại xưởng:
Sử dụng các kiến thức đa học, các kỹ năng và thái độ đã được rèn luyện, kết hợp
các dụng cụ thiết để gia công các loại sản phẩm:
– Gia công được các loại mộng thông dụng trong sản phẩm mộc
– Gia công được các loại chi tiết mặt cong
– Gia công bàn, ghế thông dụng từ gỗ tự nhiên.
– Gia công bàn, ghế từ gỗ tự nhiên, kết hợp gỗ nhân tạo.
Yêu cầu về đánh giá hoàn thành mô đun
Về kiến thức:
Biết tổ chức, bố trí được mặt bằng phục vụ sản xuất hợp lý, khoa học và
các vấn đề cần quan tâm khi gia công hàng mộc.
Biết đọc và phân tích được các bản vẽ thông thường về các sản phẩm mộc
dân dụng.
Xác định Quy trình công nghệ trong thực tập sản xuất cho từng loạI sản phẩm
mộc dân dụng.
Nắm vững Quy trình, Quy phạm trong việc sử dụng các thiết bị chuyên dùng để
thực tập sản xuất.
Xác định được các chỉ tiêu kinh tế, kỹ thuật chủ yếu và các biện pháp đảm
bảo an toàn, bảo hộ lao động, vệ sinh công nghiệp, biện pháp phòng cháy, nổ.
Về kỹ năng:
Tổ chức và bố trí được mặt bằng phục vụ sản xuất hợp lý.
Đọc được bản vẽ các loại sản phẩm mộc thông dụng..
2
Biết kết hợp các loại dụng cụ, thiết bị để gia công các loạI sản phẩm đồ mộc,
đảm bảo tiến độ thời gian và các yêu cầu về kỹ thuật.
áp dụng tốt các biện pháp đảm bảo an toàn, vệ sinh công nghiệp và phòng cháy,
nổ.
Về thái độ:
Chủ động tìm hiểu, học hỏi và có sự tiếp thu một cách nghiêm túc trong
quá trình học tập.
Tự rèn luyện cho mình đức tính cẩn thận, chính xác trong tính toán, quyết đoán
trong các công việc; vui vẻ hoà nhã trong giao tiếp; có tính cộng đông và tác
phong công nghiệp.
Tuân thủ tổ chức và kỷ luật một cách có ý thức trong các buổi học tập để
có hiệu quả, tiết kiệm thời gian và nguyên vật liệu.
Bài 1: Dụng cụ đo vạch đấu
Giới thiệu:
Khi tạo phôi các chi tiết, để đảm bảo độ chính xác cần thiết thì việc sử
dụng các dụng cụ đo, vạch hợp lý và đúng cách là một việc rất quan trọng. Nó
không những đảm bảo độ chính xác của kích thước, hình dạng phôi mà còn đảm
bảo độ chính xác về kích thước, vị trí các lỗ mộng, lá mộng và các chi tiết ghép
khác.
Bài học “Các dụng cụ đo, vạch và mẫu vạch” được biên soạn nhằm giúp
các học viên nhận biết được các loại dụng cụ đo, vạch và cách sử dụng các dụng
cụ đo vạch trong việc lấy dấu và vạch mực các chi tiết. Bài học cũng giúp học
viên biết được các loại mẫu vạch, cách chế tạo và sử dụng mẫu vạch.
Mục tiêu thực hiện:
Học xong bài này, học sinh sẽ có khả năng:
– Sử dụng thành thạo các dụng cụ đo vạch như : thước mét, thước vuông, ê
ke, com pa, cữ đo…
– Chọn vật liệu làm mẫu vạch hợp lý.
– Cắt, tạo mẫu vạch chính xác.
– Sử dụng mẫu vạch thành thạo.
3
Đề cương nội dung:
1. Các dụng cụ đo, vạch.
2. Mẫu vạch.
Các hoạt động trên lớp.
I. Các dụng cụ đo, vạch.
1. Thước mét.
(a)
Thước mét được dùng chủ yếu để
đo chiều dài, chiều rộng của gỗ.
Thước mét được chế tạo từ nhôm
hoặc hợp kim, thước có các loại
(b)
chiều dài như: 0,5m, 1m, 2m, 3m,
5m có các cạnh thẳng đều được thiết
(c)
kế cuộn tròn hay gập khúc tiện lợi
cho quá trình sử dụng, trên mặt
thước được chia thành các đoạn
thẳng đều nhau có chiều dài 1mm.
Hình 4.1: Các loại thước mét.
a. Thước lá; b. Thước gấp;
c. Thước cuộn.
Trong nghề mộc thường dùng các
loại: thước là (dài 0,5m hoặc 1m),
thước gấp (có 5 đoạn hoặc 10 đoạn,
dài 1m) và thước cuộn (dài 2m, 3m,
5m).
2. Thước vuông.
Thước vuông là một loại thước dùng
2
1
để kiểm tra độ vuông góc của sản
phẩm, chúng được làm bằng gỗ + kim
loại hoặc bằng kim loại, nhựa… có cấu
tạo như hình vẽ.
Hình 4.2: Thước vuông.
1. Súc thước: 2. Lá thước.
Súc thước dùng làm thành tựa thước
vào gỗ, có chiều dày 2 – 3.5 cm nếu là
súc gỗ hoặc 2 – 4 mm nếu là kim loại,
4
chiều dài từ 20 – 25 cm. Lá thước được
chế tạo thẳng phẳng vuông góc với súc
thước, thông thường lá thước được làm
từ kim loại có chiều dài từ 25 – 35 cm.
Công dụng chính của thước vuông là kiểm tra độ vuông góc vì thế thao tác sử
dụng thước vuông như sau:
Trên tấm gỗ thẳng phẳng ta áp súc
thước vào cạnh ván dùng bút chì vạch
một đường theo mép ngoài của lá
thước, tiếp đó ta lật thước lại đẩy
Vạch mực 1
thước dần về phía vạch mực 1, khi sát
vạch 1 ta vạch tiếp vạch 2. Lấy thước
ra và quan sát nếu vạch 1 và vạch 2
Hình 4.3: Kiểm tra thước
vuông
song song hoặc trùng khít nhau là
thước đạt yêu cầu.
Khi kiểm tra độ vuông góc của chi
tiết sản phẩm ta cũng tiến hành như
trên sau đó mới kiểm tra.
3. Compa.
Compa là dụng cụ để vẽ đường tròn, đo đường kính trong hoặc ngoài của
sang chi tiết có hình dáng tròn, chiều dày của chi tiết sản phẩm có hình dáng bất
kì. Thông thường được chế tạo bằng kim loại, có 2 càng hình dáng kích thước
như nhau, được liên kết với nhau bằng một ốc vít hoặc đinh tán, được mô tả
theo hình vẽ sau:
Để đo chiều dày hoặc đường kính ngoài dùng Compa ngoài.
Để đo đường kính lỗ ta dùng Compa trong.
Để vẽ đường tròn bất kì dùng Compa vanh.
Để vẽ nhiều đường tròn đồng tâm dùng Compa cữ.
5
Đo xong có thể dùng thước mét để kiểm tra các chỉ số.
(a)
(b)
(c)
Hình 4.4: Các loại com pa.
a.Com pa vanh; b.Com pa cữ; c.Com pa đo
trong
4. Eke.
Eke trong nghề mộc là một loại dụng cụ
Lá thước
để lấy góc gia công cho chi tiết sản phẩm,
có dạng hình tam giác vuông cân (1 góc
450
Súc thước
900, 2 góc còn lại mỗi góc 45 0) hoặc dạng
tam giác vuông (1 góc 900, 2 góc còn lại
Hình 4.5: Êke hình tam giác
vuông cân
300 và 600). Eke được chế tạo bằng kim loại
hoặc gỗ (thông thường lá thước được làm
bằng nhôm, súc thước làm bằng gỗ).
Tùy theo yêu cầu lấy góc mà lựa chọn
loại eke cho phù hợp, đầu tiên ta áp súc
thước vào cạnh ván sau đó vạch một đường
mực theo cạnh huyền của thước ta được
góc cần cắt.
5. Cữ.
Khi muốn vạch các đường song song với cạnh ván ta dùng cữ, cữ được làm
bằng gỗ bao gồm các chi tiết sau: bàn cữ, suốt cữ, nêm.
6
Bàn cữ được đặt làm trung tâm, ở
giữa có lỗ để suốt cữ đi qua,suốt cữ
được làm bằng cữ có tiết diện ngang
Nêm
hình vuông. Suốt luôn sông song với
Bàn cữ
mặt bàn. Suốt cữ được giữ chặt với bàn
thông qua nêm, lỗ nêm được đục trên
Suốt cữ
bàn cữ và phải vuông góc với lỗ cho
Đinh vạch dấu
suốt cữ đi qua và sát một mặt với suốt
Hình 4.6: Cữ vạch
cữ.
Khi muốn lấy mực của lỗ mộng
10mm cách mép chuẩn 10mm ta làm
như sau: Dùng đinh thứ nhất đóng cách
mép trong bàn cữ là 10, sau đó đóng
đinh thứ 2 cách đinh thứ nhất là 10 sau
đó ép bàn cữ sát mép chuẩn đẩy 1
đường ta được vị trí mộng.
II. Mẫu vạch.
1. Khái niệm.
Mẫu vạch là hình dáng mặt cắt của chi tiết sản phẩm, mẫu vạch được làm bằng
nhiều loại vật liệu khác nhau: ván dán 3mm, gỗ mỏng 3 – 5mm, mê ca… tuỳ
theo tình hình sản xuất cụ thể.
Trong thực tế sản xuất để tiết kiệm, kinh tế người ta thường dùng ván dán 3mm.
Trường hợp đặc biệt do chi tiết cong đa chiều và kích thước lớn, số lượng chi
tiết nhiều, người ta có thể dùng mê ca để tránh cong vênh làm mất độ chính xác
gia công.
(b)
(a)
(c)
Hình 4.7: Một số mẫu vạch thường dùng
30
a.Mẫu vạch chân sau ghế ba nan cong.
b. Mẫu vạch nan cong ghế ba nan cong.
c. Mẫu vạch tay ghế xa lông nan.
7
2. Tạo mẫu vạch.
Để tạo được mẫu vẽ ta thao tác như sau:
– Đọc kỹ bản vẽ hoặc quan sát mẫu, đặt chi tiết lên vật liệu làm mẫu vẽ sau đó
dùng bút chì vạch hình dáng chi tiết.
– Kích thước mẫu vẽ được tính toán như sau:
A x B = ( a + độ dư gia công ) x ( b + độ dư gia công )
Trong đó:
A: chiều rộng của mẫu vạch
B: chiều dài của mẫu vạch
a: chiều rộng của chi tiết
b: chiều dài của chi tiết.
Tiếp tục dùng cưa lọng hoặc cưa vanh để cắt mẫu theo mực vạch, làm nhẵn
mặt cắt để đường vạch mẫu không gồ ghề.
Lưu ý: chọn vật liệu làm mẫu vạch, tạo mẫu vạch chính xác tính toán lượng dư
gia công trên mẫu vạch quyết định tỷ lệ lợi dụng và chất lượng gia công
3. Thao tác, sử dụng mẫu vạch.
Đặt mẫu vạch lên tấm ván sao cho đan sen nhiều mẫu vạch khác nhau để
nâng cao tỷ lệ lợi dụng gỗ.
Dùng bút chì vạch lên tấm ván theo hình dáng mẫu vạch.
Hình 4.8: Sử dụng mẫu vạch.
Câu hỏi ôn tập.
Câu hỏi 1: Hãy liệt kê các loại dụng cụ đo vạch thường dùng trong nghề mộc
dân dụng?
Câu hỏi 2: Hãy trình bày cách chọn vật liệu làm mẫu vạch, tạo một mẫu vạch
hoàn chỉnh, cách sử dụng mẫu vạch?
Thực hành tại xưởng.
Bài thực hành
8
Tên bài : Các dụng cụ đo, vạch và Mẫu vạch.
Yêu cầu :
Đây là bài thực hành đầu tiên học viên làm quen với các loại dụng cụ đo
vạch dấu trong nghề mộc. Nội dung thực hành tuy không khó và không nguy
hiểm nhưng nó đòi hỏi sự tỷ mỉ, cẩn thận và chính xác, vì vậy yêu cầu các học
viên phải tập trung, nghiêm túc để thực hiện tốt các công việc được phân công.
Địa điểm:
Tại xưởng thực hành
Biện pháp an toàn:
Trong việc sử dụng các dụng cụ đo, vạch và mẫu vạch tuy không nguy
hiểm đến người và máy móc, nhưng để tạo thói quen trong quá trình thực hành
cũng như sản xuất sau này, các học viên phải:
– Thường xuyên mang bảo hộ lao động cá nhân.
– Kiểm tra kỹ và thực hiện căn chỉnh thường xuyên các dụng cụ đo, vạch.
– Thu xếp chỗ làm việc gọn gàng, ngăn nắp và sạch sẽ.
Nguồn lực liên quan:
+ Có đầy đủ bản vẽ thiết kế chi tiết hoặc vật mẫu.
+ Có đủ các dụng cụ đo, vạch và mẫu vạch:
– Dụng cụ đo: thước cuộn, thước là.
– Dụng cụ vạch: bút chì (hoặc bút bi hoặc mũi vạch), cữ vạch.
– Các loại mẫu vạch: mẫu vạch chân sau ghế tựa 3 nan cong, mẫu vạch nan cong
của ghế 3 nan cong
+ Có đủ các loại gỗ ván, gỗ thanh để vạch mực được phôi các chi tiết khung của
các sản phẩm mộc : bàn ghế học sinh, bàn làm việc, ghế tựa, tủ hồ sơ.
Chuẩn bị cho công việc:
Chuẩn bị chỗ làm việc.
Xem lại bản vẽ các chi tiết của bàn ghế học sinh, bàn làm việc, ghế tựa, tủ hồ sơ.
Xắp xếp các nguyên vật liệu theo từng vị trí làm việc.
Học viên tự chuẩn bị dụng cụ (kiểm tra số lượng và độ chính xác của các dụng
cụ đo, vạch và mẫu vạch) và thu xếp chỗ làm việc.
9
Chia nhóm và phân công các công việc cho từng nhóm, từng người trong nhóm.
Nội dung thực tập.
Đo và vạch mực các chi tiết khung của các sản phẩm mộc: bàn ghế học sinh, bàn
làm việc, ghế tựa, tủ hồ sơ.
Bài 2
Cưa dọc.
Giới thiệu:
Rọc gỗ là một công việc tương đối khó, đòi hỏi nhiều thời gian, nhiều sức
lực và dễ gây tai nạn lao động. Để rọc gỗ được tốt, ngoài việc phải thực hiện
đúng tư thế và thao tác, người thợ còn phải biết mở, rửa và căn chỉnh cưa để khi
rọc lưỡi cưa ăn gỗ ngọt, chính xác và đỡ tốn sức cho người rọc gỗ.
Bài học “Cưa dọc” được biên soạn nhằm giúp các học viên nhận biết được
cấu tạo của cưa dọc, biết cách mở, rửa, căn chỉnh cưa dọc và đặc biệt, bài học
giúp học viên rèn luyện kỹ năng rọc gỗ bằng cưa dọc.
Mục tiêu thực hiện:
Học xong bài này, học sinh sẽ có khả năng:
1. Mở, rửa cưa rọc đúng tiêu chuẩn kỹ thuật
2. Căn chỉnh và sửa chữa cưa rọc đảm bảo cưa hoạt động tốt
3. Rọc gỗ đúng tư thế, đúng kỹ thuật và đảm bảo an toàn
Đề cương nội dung:
1. Cấu tạo cưa rọc
2. Mở cưa rọc
3. Rửa cưa rọc
4. Căn chỉnh cưa rọc
5. Dọc gỗ bằng cưa rọc
Bài thực hành ứng dụng.
Rọc phôi các chi tiết của các sản phẩm mộc bằng cưa rọc : bàn ghế học sinh,
bàn làm việc, ghế tựa, tủ hồ sơ.
Các hoạt động trên lớp.
I. Cấu tạo cưa rọc.
10
Cưa dọc có tác dụng dùng để pha ván xẻ thành những thanh gỗ nhỏ và để dọc
những tấm ván xẻ.
1
160
1
25
80
2
5
3
4
880
Hình 5.1: Cấu tạo cưa dọc.
1.Chằng cưa; 2.Tay cưa; 3.Chống cưa; 4.Ráu cưa;
5.Lưỡi cưa.
Cưa dọc gồm các bộ phận sau :
1. Chằng cưa.
Được làm bằng gỗ dai dẻo có tỷ trọng trung bình. Thường chằng cưa là một
thanh gỗ có chiều dày 25mm, có cấu tạo như hình 5.2.
12
10
40
30
25
Hình 5.2: Cấu tạo chằng cưa.
2. Tay cưa.
Được làm bằng gỗ tốt (gỗ lim, gỗ giáng hương…) và không có khuyết tật để
khi néo cưa, tay cưa không bị gãy hoặc biến dạng quá nhiều.
32
22
30
15
15
3. chống cưa.
250
14
8
Hình 5.3: Cấu tạo tay cưa.
11
Chống cưa nên làm bằng gỗ nhẹ, thẳng thớ, nên chọn loại gỗ có sức chịu nén
dọc thớ cao và không bị ảnh hưởng của điều kiện ngoại cảnh làm cong vênh, nứt
nẻ. Chống cưa thường có dạng búp đòng như hình vẽ.
25
20
820
Hình 5.4: Cấu tạo chống cưa
4. Ráu cưa.
Được tiện bằng gỗ cứng và
14
24
dai như lim, giáng hương…, yêu
cầu gỗ làm ráu cưa không có
mắt hoặc các khuyết tật khác.
40
30
Hình 5.5: Cấu tạo ráu cưa
Ngoài ra người ta còn sử dụng
ốc vít để làm ráu cưa.
Đường kính của lỗ khoan lắp
chốt cưa phải vừa bằng đường
kính của chốt cưa, lỗ khoan
cách đầu ráu cưa ít nhất là
30mm.
6
4
5 : Lưỡi cưa.
Được làm bằng thép cứng,
thường có kích thước : dàI 700
– 800 mm, rộng 40 mm, dày 0,6
– 0,7 mm.
600
300
Hình 5.6: Các thông số kỹ thuật
của răng cưa.
Răng cưa có hình tam giác
vuông và có các thông số kỹ
thuật sau:
12
– Góc trước γ = 00, góc sau
α = 300, góc mài β = 600.
– Bước răng cưa dọc thường có t = 6mm, cắt gỗ rắn thì bước răng lớn, cắt gỗ
mềm thì bước răng nhỏ.
– Chiều cao của răng cưa : h = 4 – 4,5mm.
II. Mở cưa dọc.
Muốn cưa được tốt người thợ phải
chọn cưa tốt, lưỡi cưa thật chuẩn, răng
cưa thích hợp và thao tác cưa tốt. Ngoài
ra cần phải biết mở và rửa lưỡi cưa
Hình 5.7: Cái mở cưa
đúng kỹ thuật thì khi cưa mới đạt năng
suất cao, đảm bảo được yêu cầu kỹ
thuật và chất lượng sản phẩm.
Bất kỳ một lưỡi cưa tay nào cũng phải mở răng cưa mới cưa được vì khi lưỡi
cưa chưa mở thì bề dày lưỡi cưa và mạch cưa bằng nhau. Cưa cắt vào vào gỗ
không thoát mùn cưa ra ngoài được, cưa bí và nặng cưa. Cho nên trước khi cưa
phải mở cưa, tức là mở nghiêng răng cưa sang hai bên để khi cưa, mạch cưa
rộng hơn bề dày lưỡi cưa.
Mở cưa : dùng dao mở, nếu không có dao mở cưa thì tự tạo ra cái mở cưa
như sau : dùng cưa sắt cắt một đường vào cạnh úp bào, sau đó khoan một lỗ nhỏ
dưới đáy vết cắt (để khi mở răng cưa không bị tròn mất mũi răng). Khi chế tạo
cái mở cưa thì nên chế nhiều khe to, nhỏ, sâu, rộng khác nhau, để mở được
nhiều loại cưa khác nhau.
Một cái mở cưa tốt là chiều sâu khe phải bằng chiều cao h của răng cưa
(chiều sâu tính từ tâm lỗ khoan), chiều rộng khe bằng chiều dày lưỡi cưa : chiều
dày cái mở bằng 0,3 – 0,4 bước răng (bước răng là khoảng cách của đỉnh hai
răng kế tiếp nhau).
Khi mở cưa, để cưa quay đầu răng về phía mình, ngược với chiều răng khi
cưa gỗ. Kẹp lá cưa vào bàn kẹp bằng gỗ. Nếu không có bàn kẹp, dùng một thanh
gỗ cứng, cưa một rãnh theo chiều dọc thớ gỗ, rồi đặt lưỡi cưa vào rãnh cưa để
13
mở cưa. lưỡi cưa phải để cao hơn bàn kẹp từ 8 – 10 mm, đưa cái mở vào từng
răng cưa để mở cưa. Mở đúng kỹ thuật :
– Với gỗ mềm và ướt mở theo nguyên tắc 1 răng mở sang trái, răng gần kề
mở sang bên phải, mở cưa như này được gọi là mở cưa hàng đôi. Chiều rộng ở
đầu răng bằng 2 lần chiều dày lá cưa. Mở đều sang 2 bên.
– Với gỗ cứng và khô nên mở theo nguyên tắc: 1 răng mở sang trái, 1 răng
giữ nguyên 1 răng mở sang phải, mở cưa như này được gọi là mở cưa hàng ba.
Chiều rộng ở đầu răng bằng 1,5 lần chiều dày lá cưa. Mở đều sang 2 bên.
Mũi răng cưa được mở về phía nào phải nằm trên một đường thẳng ở phía
đó. Nếu mở mũi răng không đều nhau, mạch cưa sẽ ăn xiên về phía nào răng cưa
có độ xiên nhiều hơn.
Mở mũi răng cưa rộng quá mạch cưa sẽ ăn liếm, mở hẹp quá cưa sẽ rít, năng
suất kém. Muốn mở lưỡi cưa cho phù hợp phải căn cứ vào đối tượng gỗ gia
công. Chiều rộng lưỡi cưa khi mở từ 1,5 – 2 lần chiều dày lưỡi cưa.
III. Rửa cưa dọc.
1. Làm bằng răng cưa.
Sau nhiều lần sử dụng, đầu răng cưa sẽ dài ngắn khác nhau, răng cưa như
vậy khi sử dụng dễ bị nhảy, lệch đường cưa, gỗ cưa ra dễ bị xù lông, nứt xước.
Lúc đó cần tiến hành làm bằng răng cưa.
Khi làm bằng răng cưa có thể dùng đá mài dầu hoặc dũa dẹt đặt trên đầu răng
cưa kéo đi kéo lại vài lần để làm bằng giữa răng cao răng thấp.
Khi kiểm tra độ cao thấp răng cưa có thống nhất hay không có thể đặt phần
răng cưa dưới ánh sáng. Phần răng bị mài sẽ phản chiếu ánh sáng lóng lánh. Khi
điểm phản chiếu ánh sáng của răng tháp vừa xuất hiện, việc mài bằng kết thúc,
có thể tiến hành dũa răng.
Nói chung không phải mỗi lần trước khi dũa răng đều phải tiến hành làm
bằng răng. Chỉ khi răng cưa xuất hiện cao thấp không đều mới tiến hành làm
bằng.
2. Rửa cưa.
14
Dùng rũa rửa cưa là rũa 3 cạnh, phải sắc, đều răng, bề rộng mỗi cạnh rũa từ
8 đến 10 mm. Chọn loại rũa có kích thước phù hợp với kích thước của hầu răng
và bước răng cưa. Rũa được tra cán chắc chắn
Cưa được rửa phải chắc chắn, lưỡi cưa căng đúng tiêu chuẩn, đặt lưỡi cưa
vào bàn kẹp bằng gỗ để kẹp lưỡi cưa chắc chắn, miệng kẹp có chiều rộng và
chiều sâu phù hợp với kích thước lưỡi cưa. (nếu không có bàn kẹp, dùng một
Hình 5.9: Thao tác rửa cưa
Hình 5.8: Bàn kẹp lưỡi cưa
thanh gỗ cứng, cưa một rãnh theo chiều dọc thớ gỗ, rồi đặt lưỡi cưa vào rãnh
cưa để rũa cưa. Lưỡi cưa phải để cao hơn bàn kẹp từ 8 – 10 mm).
Tuần tự rũa
Rũa cưa
900
Hình 5.10: Cách đặt rũa và tuần tự
rửa cưa.
Cầm dũa thật ngang, trục giữa vuông góc với mặt lưỡi cưa. Tay phải cầm cán
dũa, tay trái cầm vào mũi dũa. Lần lượt rũa từ răng đầu đến răng cuối của lưỡi
cưa, mỗi lần dũa 2 đến 3 nhát cho đều tay. Không được dũa răng cao, răng thấp,
răng to, răng nhỏ. Vết dũa vuông góc với mặt phẳng lá cưa, bờ cạnh dũa ăn vào
kẽ răng cưa. Nếu trường hợp lưỡi cưa có răng cao, răng thấp nhiều, phải dùng
dũa cà trên đầu răng cho thẳng, rồi mới bắt đầu rửa cưa. Nếu có răng to, răng
15
Xem thêm: Đồ điện gia dụng gồm những gì?
nhỏ, thì cho dũa ăn về phía răng to và nới bên răng nhỏ ra cho đều dần. Rũa một
lần chưa sắc thì dũa thêm lần thứ hai. Rũa xong kiểm tra lại, nếu răng sắc đều và
tất cả các đỉnh răng ở mỗi phía đều nằm trên một đường thẳng ở phía đó.
IV. Căng chỉnh cưa rọc.
1. Căng cưa.
Muốn căng cưa được tốt ta phải có kích thước chiều dài của chằng cưa và
chống cưa thích hợp.
Chằng cưa có kích thước chiều rộng và chiều dày như đã nêu ở phần cấu
tạo. Còn kích thước chiều dài giữa hai mặt ngoài lỗ mộng để lắp tay cưa phải
nhỏ hơn khoảng cách theo chiều dài giữa mặt ngoài của 2 lỗ khoan lắp chốt của
lá cưa và khoảng cách từ lỗ khoan ở thân ráu cưa đến đế ráu cưa của 2 ráu cưa là
10-15mm.
Chống cưa có chiều dài lớn hơn khoảng cách (theo chiều dài) giữa hai mặt
ngoài lỗ mộng để lắp tay cưa là 7- 8mm.
Khi căng cưa, cần lắp tất cả các chi tiết của cưa theo hình vẽ cấu tạo đúng
vị trí, đúng kích thước. Chú ý ở phần lá cưa chỉ lắp chốt một đầu còn một đầu để
tự do, sau khi vam ta mới lắp nốt chốt đầu còn lại (chỉ lúc này mới khoan lỗ chốt
trên ráu cưa đầu còn lại).
Chú ý: Khi tăng lực ép cần tăng từ từ để tránh làm vỡ chằng cưa hay làm
gãy tay cưa. Ngoài ra khi căng cưa cần điều chỉnh ráu cưa. Khi tháo vam, phải
tháo từ từ, tránh tháo nhanh gây lực kéo động làm đứt chốt cưa hoặc làm vỡ ráu
cưa.
Trong quá trình sử dụng, lưỡi cưa sẽ bị chùng, không đủ độ căng thiết khi
đó ta có thể điều chỉnh lại như sau:
– Thay đổi lại kích thước, vị trí của một vài chi tiết của cưa (thay một vài chi tiết
bị hỏng hoặc kém chất lượng) như: thay chằng cưa trong đó có rút ngắn khoảng
cách giữa 2 lỗ mộng ở 2 đầu chằng cưa; thay thanh chống khác có chiều dài lớn
hơn, thay ráu cưa mới…
– Thêm đệm mặt ngoài 2 lỗ mộng đầu chằng cưa hoặc đệm đế ráu cưa.
2. Điều chỉnh góc nghiêng của lưỡi cưa so với mặt phẳng khung cưa.
16
Vặn lưỡi cưa nghiêng so với mặt phẳng khung cưa từ 100 o – 120o (lưỡi cưa
không được vênh). Tay phải cầm vào chỗ bám cưa, trùm cả lên đầu tay cưa.
Bảng 5.1 : Các bước tháo, ráp, kiểm tra và căn chỉnh cưa dọc.
1.Tháo
cưa – Dụng cụ tháo cưa dọc phải đủ và hoạt động tốt (gồm vam,
dọc
kìm, búa)
– Tháo đúng trình tự, đúng kỹ thuật (tháo lá cưa – thanh
chống cưa – chằng cưa – ráu cưa)
– Kiểm tra, phát hiện hư hỏng từng chi tiết của cưa
2. Lắp cưa – Dụng cụ lắp cưa dọc phải đủ và hoạt động tốt (gồm vam,
dọc
kìm, búa)
– Lắp đúng trình tự, đúng kỹ thuật (trình tự lắp ngược lại
với tháo)
3. Kiểm tra – Kiểm tra được độ căng của lưỡi cưa
cưa dọc
– Kiểm tra được độ nghiêng của lưỡi cưa
– Kiểm tra khung cưa có chắc chắn không
– Kiểm tra được lưỡi cưa xem có cần phải mở hoặc rửa
không
4. Chỉnh độ – Lưỡi cưa đủ căng (chằng cưa, tay cưa, ráu cưa, chốt…dủ
căng lá cưa
khả năng chịu lực.)
– Tay cưa bị biến dạng ít
5. Chỉnh góc Đạt các tiêu chuẩn:
nghiêng
cưa
lá – Lưỡi cưa không bị vặn (nằm trong 1 mặt phẳng)
– Phù hợp với người cưa (thao tác cưa thoải mái)
V. Rọc gỗ bằng cưa dọc.
Trước khi rọc một chi tiết hay một tấm ván
cần lấy dấu mực đường cưa, đặt ván lên cầu
bào, dùng êtô hoặc cảo chữ C hoặc cảo mỏ
quạ (cảo mỏ quạ là một thanh thép tròn, 12
cm, được uốn cong một đầu hình cái mỏ quạ,
17
một đầu thẳng, nhọn để đóng vào lỗ có sẵn
trên mặt bàn) giữ cố định tấm ván cho chắc
chắn vào cầu bào để cưa.
Hai chân đứng cách nhau khoảng 25 – 30
Hình 5.11: Thao tác rọc gỗ bằng cưa dọc
cm theo chiều ngang, chân dạng ngang vai.
Chân trái đứng trên, chân phải đứng dưới.
Người hơi ngả về phía trước, đầu thẳng sao
cho khi cưa đáu cưa luôn luôn thẳng dọc theo
sống mũi. Hai tay nâng lên, hạ xuống cân đối,
nhịp nhàng, kéo dài cho gần hết lưỡi cưa, khi
hạ cưa xuống không lên cho cưa ăn quá mạnh,
vì cho cưa ăn mạnh lưỡi cưa ăn vào gỗ không
kịp, lưỡi cưa sẽ bị vặn, đường cưa sẽ xiêu
xẹo. Mắt phải luôn luôn theo dõi đường cưa
xem đường cưa có thẳng, bám mực và vuông
góc không.
Câu hỏi ôn tập
Câu hỏi 1: Trình bày cấu tạo cưa dọc?
Câu hỏi 2: Hãy trình bày cách mở, rửa cưa dọc theo đúng tiêu chuẩn kỹ
thuật?
Câu hỏi 3: Trình bày cách rọc gỗ bằng cưa dọc theo đúng yêu cầu kỹ thuật?
Thực hành tại xưởng.
Bài thực hành
tên bài : Cưa dọc.
Yêu cầu :
Đây là bài thực hành học viên làm quen với việc rọc gỗ bằng cưa dọc, làm quen
với cách mở, rửa cưa dọc. Nội dung thực hành đòi hỏi sự tỷ mỉ, cẩn thận và
chính xác
18
. Trong quá trình rọc gỗ lại mất nhiều sức lực, dễ gây tai nạn lao động, vì
vậy yêu cầu các học viên phải tập trung, nghiêm túc thực hiện đúng quy trình kỹ
thuật, đúng tư thế khi thực hiên các công việc được phân công.
Địa điểm:
Tại xưởng thực hành
Biện pháp an toàn:
Mở, rửa, căn chỉnh cưa và rọc gỗ là các công việc đòi hỏi sự chính xác, mất
nhiều sức lực và cũng dễ bị mất an toàn, vì vậy các học viên phải:
– Thường xuyên mang bảo hộ lao động cá nhân.
– Kiểm tra kỹ các dụng cụ trước khi sử dụng: dũa cưa, cưa, cầu bào, vam
kẹp…Nếu phát hiện thấy sử dụng chưa tốt hoặc không đảm bảo an toàn thì phải
chỉnh sửa lại.
– Thu xếp chỗ làm việc gọn gàng, ngăn nắp và sạch sẽ.
Nguồn lực liên quan:
+ Có đầy đủ bản vẽ thiết kế các chi tiết hoặc các chi tiết mẫu.
+ Có đủ các dụng cụ đo, vạch và mẫu vạch.
+ Có đủ cưa dọc và các dụng cụ mở, rửa cưa dọc.
+ Có đủ các cầu bào và vam kẹp.
+ Có đủ các loại gỗ ván, gỗ thanh để tạo phôi các chi tiết khung của các sản
phẩm mộc : bàn ghế học sinh, bàn làm việc, ghế tựa, tủ hồ sơ.
Chuẩn bị cho công việc:
Chuẩn bị chỗ làm việc.
Xem lại bản vẽ các chi tiết của bàn ghế học sinh, bàn làm việc, ghế tựa, tủ hồ sơ.
Xắp xếp các nguyên vật liệu theo từng vị trí làm việc.
Học viên tự chuẩn bị dụng cụ (kiểm tra số lượng và độ chính xác của các dụng
cụ) và thu xếp chỗ làm việc.
Chia nhóm và phân công các công việc cho từng nhóm, từng người trong nhóm.
Nội dung thực tập.
1, Rửa cưa dọc.
19
TT Nội dung
1
Chỉ dẫn thực hiện
Yêu cầu kỹ
Dụng cụ,
các công
thuật
trang bị
việc
Chuẩn bị Chuẩn bị:
– Dũa rửa cưa là rũa 3
cưa
cạnh, phải
và – Cưa dọc
dụng cụ – Dũa cưa
rửa cưa
sắc, đều
răng, bề rộng mỗi cạnh
– Bàn kẹp bằng gỗ để rũa từ 8 đến 10 mm
kẹp lá cưa
– Dũa được tra cán chắc
chắn
Cưa được rửa phải chắc
chắn, lưỡi cưa căng đúng
tiêu chuẩn.
– Bàn kẹp bằng gỗ để
kẹp lưỡi cưa chắc chắn,
miệng kẹp có chiều
rộng và chiều sâu phù
hợp với kích thước lưỡi
2.
cưa.
Rũa cưa Cầm dũa thật ngang, – Vết rũa vuông góc với dọc
trục giữa vuông góc với mặt phẳng lá cưa
dọc
mặt lưỡi cưa. Tay phải – Bờ cạnh dũa ăn vào kẽ cầm cán dũa, tay trái răng cưa
Cưa
Dũa
cưa
cầm vào mũi dũa. Lần – Rũa lần lượt từ đầu –
Bàn
lượt rũa từ răng đầu đến đến đuôI lưỡi cưa
kẹp bằng
răng cuối của lưỡi cưa,
gỗ
để
mỗi lần dũa 2 đến 3
kẹp
lá
nhát cho đều tay.
cưa
20
3
Kiểm tra, Kiểm tra răng xem có – Mũi răng cưa nhọn chỉnh
hiện tượng: răng to, đều và sắc
sửa
nhỏ, cao, thấp không -Tất cả các đầu răng đều –
Cưa
dọc
Dũa
đều; răng cùn, răng cùng nằm trên 1 mặt cưa
sắc.
phẳng, không có răng to –
Bàn
, răng nhỏ; răng cao, kẹp bằng
răng thấp.
gỗ
để
kẹp
lá
cưa
2, Mở cưa dọc.
TT Nội dung
1
Chỉ dẫn thực hiện
Yêu cầu kỹ
Dụng cụ,
các công
thuật
trang bị
việc
Chuẩn bị Chuẩn bị:
– Dụng cụ mở cưa có
cưa
chiều dày phù hợp với
và – Cưa dọc
dụng cụ – Cái mở cưa
mở cưa
kích thước của răng cưa,
– Bàn kẹp bằng gỗ để bề rộng và bề sâu của
kẹp lá cưa
miệng mở phù hợp với
chiều dày lưỡi cưa và
chiều cao răng cưa.
– Cưa được mở phải chắc
chắn, lưỡi cưa căng đúng
tiêu chuẩn
– Bàn kẹp bằng gỗ để kẹp
lá cưa chắc chắn, miệng
kẹp có chiều rộng và
chiều sâu phù hợp với
2
kích thước lưỡi cưa
Mở cưa Khi mở cưa, để cưa – Mở đúng kỹ thuật (với dọc
Cưa
quay đầu răng về phía gỗ mềm và ướt mở hàng dọc
mình, ngược với chiều 2. Chiều rộng ở đầu răng – Cái mở
21
răng khi cưa gỗ. Kẹp bằng 2 lần chiều dày lá cưa
lá cưa vào bàn kẹp cưa. Với gỗ cứng và vừa –
Bàn
bằng gỗ. Đưa cái mở nên mở hàng 3. Chiều kẹp bằng
3
vào từng răng cưa để rộng ở đầu răng bằng 1,5 gỗ
để
mở cưa.
lá
lần chiều dày lá cưa)
kẹp
– Mở đều sang 2 bên
cưa
Kiểm tra, Kiểm tra răng xem có – Răng nghiêng đều
–
chỉnh
hiện
dọc
sửa
nghiêng không đều – Độ nghiêng 2 phía đều – Cái mở
tượng:
răng – Mũi răng thẳng hàng
sang hai bên, độ mở nhau
cưa
của cưa có phù hợp – Độ mở của cưa phù hợp không.
với từng loại gỗ
Cưa
Bàn
kẹp bằng
gỗ
để
kẹp
lá
cưa
3, Căng, chỉnh cưa dọc.
TT Nội dung
Chỉ dẫn thực hiện
các công
1
Yêu cầu kỹ
Dụng cụ,
thuật
trang bị
việc
Tháo cưa – Chuẩn bị dụng cụ: – Dụng cụ tháo cưa dọc dọc
vam, kìm, búa.
phải đủ và hoạt động tốt
Cưa
dọc
– Tháo theo trình tự: – Tháo đúng trình tự, đúng – Vam ép
tháo lá cưa –
thanh kỹ thuật.
chống cưa – chằng cưa
2
– Kìm
–
Búa
– ráu cưa.
đinh
Lắp cưa – Chuẩn bị dụng cụ: – Ráp đúng trình tự, đúng Cưa
dọc
vam, kìm, búa.
kỹ thuật.
dọc
– Lắp theo trình tự
– Vam ép
ngược với tháo.
– Kìm
–
Búa
22
3
đinh
Kiểm tra – Kiểm tra được độ – Kiểm tra, phát hiện Cưa
cưa dọc
căng của lưỡi cưa.
chính xác các hư hỏng.
dọc
– Kiểm tra được độ
– Tấm gỗ
nghiêng của lưỡi cưa.
để
– Kiểm tra khung cưa
thử
rọc
có chắc chắn không.
– Kiểm tra lưỡi cưa có
cần phải mở hoắc rửa
4
không.
Chỉnh độ – Lưỡi cưa đủ căng
–
căng
dọc
lá (chằng cưa, tay cưa,
cưa
5
Cưa
ráu cưa, chốt…dủ khả
– Vam ép
năng chịu lực).
–
– Tay cưa bị biếi dạng
ráu cưa
Chỉnh
ít.
– Chỉnh góc giữa mặt – Phù hợp với người cưa –
góc
phẳng lưỡi cưa và (thao tác cưa thoải mái)
nghiêng
mặt
lá cưa
cưa.
phẳng
Đệm
Cưa
dọc
khung
– Lưỡi cưa không bị vặn
– Ngắm dọc theo (nằm trong 1 mặt phẳng)
chiều của lưỡi cưa để
kiểm tra xem lưỡi cưa
có bị vặn không.
4, Rọc gỗ bằng cưa dọc (rọc các chi tiết của bàn ghế học sinh, bàn làm việc, ghế
tựa, tủ hồ sơ).
TT Nội dung
Chỉ
các công hiện
1
việc
1. Chuẩ
n
dẫn
thực Yêu cầu kỹ
thuật
Dụng cụ,
trang bị
– Chuẩn bị các loại – Các dụng cụ đang ở tình –
bị dụng cụ: cưa dọc, trạng hoạt động tốt.
Cưa
dọc.
23
dụng
cầu bào, vam kẹp, – Vật liệu gỗ được chuẩn –
Cầu
cụ,
bút chì, thước…
vật
– Chuẩn bị vật liệu thuận lợi trước khi rọc.
-Vam
liệu
gỗ.
kẹp.
bị đủ và được xếp ở vị trí bào.
– Bút chì.
2
Đặt
cố
3
– Thước.
và Dùng êtô hoặc cảo – Cầu bào hoặc bàn chắc Cầu
định chữ C hoặc cảo mỏ chắn.
Xem thêm: Thùng Gạo Thông Minh
bào hoặc
tấm
gỗ quạ hoặc ngồi dẫm -Tấm gỗ luôn ổn định bàn.
cần
rọc chân lên để cố định trong quá trình rọc.
lên
bàn tấm gỗ.
– Khi rọc không bị vướng kẹp.
hoặc cầu
vào cầu bào hoặc bàn.
bào.
– Đủ rộng để rọc
Rọc
gỗ
-Vam
– Đường cưa đúng mực -Cưa
bằng cưa
vạch.
dọc.
– Mạch cưa không bị -Bút chì.
xiên.
dọc.
-Thước.
– Thực hiện đúng thao
tác, đúng tư thế.
Bài 3
Cưa cắt ngang
Giới thiệu:
24
Cắt ngang gỗ bằng các loại cưa cắt là một công việc tuy không khó nhưng
đòi hỏi có sự chuẩn xác cao. Để cắt ngang gỗ được nhanh, chính xác và tốn ít
sức lực, ngoài việc phải thực hiện đúng tư thế và thao tác, người thợ còn phải
biết mở, rửa và căn chỉnh cưa để khi cắt lưỡi cưa ăn gỗ ngọt, chính xác và không
bị rít.
Bài học “Cưa cắt ngang” được biên soạn nhằm giúp các học viên nhận biết
được cấu tạo của cưa cắt ngang, biết cách mở, rửa, căn chỉnh cưa cắt ngang và
đặc biệt, bài học giúp học viên rèn luyện kỹ năng cắt ngang gỗ.
Mục tiêu thực hiện:
Học xong bài này, học sinh sẽ có khả năng:
1. Mở, rửa cưa cắt ngang đúng tiêu chuẩn kỹ thuật.
2. Căn chỉnh và sửa chữa cưa cắt ngang đảm bảo cưa hoạt động tốt.
3. Cắt gỗ đúng tư thế, đúngkỹ thuật và đảm bảo an toàn.
Đề cương nội dung:
1. Cấu tạo cưa cắt ngang.
2. Mở cưa cắt ngang.
3. Rửa cưa cắt ngang.
4. Căn chỉnh cưa cắt ngang.
5. Cắt ngang gỗ bằng cưa cắt ngang.
Bài thực hành ứng dụng.
Cắt đầu phôi các chi tiết của các sản phẩm mộc bằng cưa cắt ngang: bàn
ghế học sinh, bàn làm việc, ghế tựa, tủ hồ sơ.
Các hoạt động trên lớp.
I. Cấu tạo cưa cắt ngang .
Cưa cắt ngang gồm 6 bộ phận: giằng
cưa (1), chống cưa (2), tay cưa (3), dáu cưa
(4), lưỡi cưa (5) và chốt giữ lưỡi cưa tạo
thành (cấu tạo gần giống cưa dọc nhưng có
25
những yếu tố cần chăm sóc khi gia công hàng mộc. Biết đọc và nghiên cứu và phân tích được những bản vẽ thường thì về những mẫu sản phẩm mộcdân dụng. Xác định Quy trình công nghệ tiên tiến trong thực tập sản xuất cho từng loạI sản phẩmmộc dân dụng. Nắm vững Quy trình, Quy phạm trong việc sử dụng những thiết bị chuyên dùng đểthực tập sản xuất. Xác định được những chỉ tiêu kinh tế tài chính, kỹ thuật hầu hết và những giải pháp đảmbảo bảo đảm an toàn, bảo lãnh lao động, vệ sinh công nghiệp, giải pháp phòng cháy, nổ. Về kiến thức và kỹ năng : Tổ chức và sắp xếp được mặt phẳng Giao hàng sản xuất hài hòa và hợp lý. Đọc được bản vẽ những loại mẫu sản phẩm mộc thông dụng .. Biết tích hợp những loại dụng cụ, thiết bị để gia công những loạI loại sản phẩm đồ mộc, bảo vệ quy trình tiến độ thời hạn và những nhu yếu về kỹ thuật. vận dụng tốt những giải pháp bảo vệ bảo đảm an toàn, vệ sinh công nghiệp và phòng cháy, nổ. Về thái độ : Chủ động khám phá, học hỏi và có sự tiếp thu một cách trang nghiêm trongquá trình học tập. Tự rèn luyện cho mình đức tính cẩn trọng, đúng mực trong giám sát, quyết đoántrong những việc làm ; vui tươi hoà nhã trong tiếp xúc ; có tính cộng đông và tácphong công nghiệp. Tuân thủ tổ chức triển khai và kỷ luật một cách có ý thức trong những buổi học tập đểcó hiệu suất cao, tiết kiệm ngân sách và chi phí thời hạn và nguyên vật liệu. Bài 1 : Dụng cụ đo vạch đấuGiới thiệu : Khi tạo phôi những chi tiết cụ thể, để bảo vệ độ đúng mực thiết yếu thì việc sửdụng những dụng cụ đo, vạch hài hòa và hợp lý và đúng cách là một việc rất quan trọng. Nókhông những bảo vệ độ đúng chuẩn của kích cỡ, hình dạng phôi mà còn đảmbảo độ đúng mực về kích cỡ, vị trí những lỗ mộng, lá mộng và những chi tiết cụ thể ghépkhác. Bài học “ Các dụng cụ đo, vạch và mẫu vạch ” được biên soạn nhằm mục đích giúpcác học viên nhận ra được những loại dụng cụ đo, vạch và cách sử dụng những dụngcụ đo vạch trong việc lấy dấu và vạch mực những cụ thể. Bài học cũng giúp họcviên biết được những loại mẫu vạch, cách sản xuất và sử dụng mẫu vạch. Mục tiêu thực thi : Học xong bài này, học viên sẽ có năng lực : – Sử dụng thành thạo những dụng cụ đo vạch như : thước mét, thước vuông, êke, com pa, cữ đo … – Chọn vật tư làm mẫu vạch hài hòa và hợp lý. – Cắt, tạo mẫu vạch đúng chuẩn. – Sử dụng mẫu vạch thành thạo. Đề cương nội dung : 1. Các dụng cụ đo, vạch. 2. Mẫu vạch. Các hoạt động giải trí trên lớp. I. Các dụng cụ đo, vạch. 1. Thước mét. ( a ) Thước mét được dùng hầu hết đểđo chiều dài, chiều rộng của gỗ. Thước mét được sản xuất từ nhômhoặc kim loại tổng hợp, thước có những loại ( b ) chiều dài như : 0,5 m, 1 m, 2 m, 3 m, 5 m có những cạnh thẳng đều được thiết ( c ) kế cuộn tròn hay gập khúc tiện lợicho quy trình sử dụng, trên mặtthước được chia thành những đoạnthẳng đều nhau có chiều dài 1 mm. Hình 4.1 : Các loại thước mét. a. Thước lá ; b. Thước gấp ; c. Thước cuộn. Trong nghề mộc thường dùng cácloại : thước là ( dài 0,5 m hoặc 1 m ), thước gấp ( có 5 đoạn hoặc 10 đoạn, dài 1 m ) và thước cuộn ( dài 2 m, 3 m, 5 m ). 2. Thước vuông. Thước vuông là một loại thước dùngđể kiểm tra độ vuông góc của sảnphẩm, chúng được làm bằng gỗ + kimloại hoặc bằng sắt kẽm kim loại, nhựa … có cấutạo như hình vẽ. Hình 4.2 : Thước vuông. 1. Súc thước : 2. Lá thước. Súc thước dùng làm thành tựa thướcvào gỗ, có chiều dày 2 – 3.5 cm nếu làsúc gỗ hoặc 2 – 4 mm nếu là sắt kẽm kim loại, chiều dài từ 20 – 25 cm. Lá thước đượcchế tạo thẳng phẳng vuông góc với súcthước, thường thì lá thước được làmtừ sắt kẽm kim loại có chiều dài từ 25 – 35 cm. Công dụng chính của thước vuông là kiểm tra độ vuông góc cho nên vì thế thao tác sửdụng thước vuông như sau : Trên tấm gỗ thẳng phẳng ta áp súcthước vào cạnh ván dùng bút chì vạchmột đường theo mép ngoài của láthước, tiếp đó ta lật thước lại đẩyVạch mực 1 thước dần về phía vạch mực 1, khi sátvạch 1 ta vạch tiếp vạch 2. Lấy thướcra và quan sát nếu vạch 1 và vạch 2H ình 4.3 : Kiểm tra thướcvuôngsong tuy nhiên hoặc trùng khít nhau làthước đạt nhu yếu. Khi kiểm tra độ vuông góc của chitiết loại sản phẩm ta cũng triển khai nhưtrên sau đó mới kiểm tra. 3. Compa. Compa là dụng cụ để vẽ đường tròn, đo đường kính trong hoặc ngoài củasang chi tiết cụ thể có hình dáng tròn, chiều dày của chi tiết cụ thể loại sản phẩm có hình dáng bấtkì. Thông thường được sản xuất bằng sắt kẽm kim loại, có 2 càng hình dáng kích thướcnhư nhau, được link với nhau bằng một ốc vít hoặc đinh tán, được mô tảtheo hình vẽ sau : Để đo chiều dày hoặc đường kính ngoài dùng Compa ngoài. Để đo đường kính lỗ ta dùng Compa trong. Để vẽ đường tròn bất kỳ dùng Compa vanh. Để vẽ nhiều đường tròn đồng tâm dùng Compa cữ. Đo xong hoàn toàn có thể dùng thước mét để kiểm tra những chỉ số. ( a ) ( b ) ( c ) Hình 4.4 : Các loại com pa. a. Com pa vanh ; b. Com pa cữ ; c. Com pa đotrong4. Eke. Eke trong nghề mộc là một loại dụng cụLá thướcđể lấy góc gia công cho chi tiết cụ thể mẫu sản phẩm, có dạng hình tam giác vuông cân ( 1 góc450Súc thước900, 2 góc còn lại mỗi góc 45 0 ) hoặc dạngtam giác vuông ( 1 góc 900, 2 góc còn lạiHình 4.5 : Êke hình tam giácvuông cân300 và 600 ). Eke được sản xuất bằng kim loạihoặc gỗ ( thường thì lá thước được làmbằng nhôm, súc thước làm bằng gỗ ). Tùy theo nhu yếu lấy góc mà lựa chọnloại eke cho tương thích, tiên phong ta áp súcthước vào cạnh ván sau đó vạch một đườngmực theo cạnh huyền của thước ta đượcgóc cần cắt. 5. Cữ. Khi muốn vạch những đường song song với cạnh ván ta dùng cữ, cữ được làmbằng gỗ gồm có những chi tiết cụ thể sau : bàn cữ, suốt cữ, nêm. Bàn cữ được đặt làm TT, ởgiữa có lỗ để suốt cữ đi qua, suốt cữđược làm bằng cữ có tiết diện ngangNêmhình vuông. Suốt luôn sông tuy nhiên vớiBàn cữmặt bàn. Suốt cữ được giữ chặt với bànthông qua nêm, lỗ nêm được đục trênSuốt cữbàn cữ và phải vuông góc với lỗ choĐinh vạch dấusuốt cữ đi qua và sát một mặt với suốtHình 4.6 : Cữ vạchcữ. Khi muốn lấy mực của lỗ mộng10mm cách mép chuẩn 10 mm ta làmnhư sau : Dùng đinh thứ nhất đóng cáchmép trong bàn cữ là 10, sau đó đóngđinh thứ 2 cách đinh thứ nhất là 10 sauđó ép bàn cữ sát mép chuẩn đẩy 1 đường ta được vị trí mộng. II. Mẫu vạch. 1. Khái niệm. Mẫu vạch là hình dáng mặt phẳng cắt của cụ thể mẫu sản phẩm, mẫu vạch được làm bằngnhiều loại vật tư khác nhau : ván dán 3 mm, gỗ mỏng mảnh 3 – 5 mm, mê ca … tuỳtheo tình hình sản xuất đơn cử. Trong thực tiễn sản xuất để tiết kiệm ngân sách và chi phí, kinh tế tài chính người ta thường dùng ván dán 3 mm. Trường hợp đặc biệt quan trọng do chi tiết cụ thể cong đa chiều và kích cỡ lớn, số lượng chitiết nhiều, người ta hoàn toàn có thể dùng mê ca để tránh cong vênh làm mất độ chính xácgia công. ( b ) ( a ) ( c ) Hình 4.7 : Một số mẫu vạch thường dùng30a. Mẫu vạch chân sau ghế ba nan cong. b. Mẫu vạch nan cong ghế ba nan cong. c. Mẫu vạch tay ghế xa lông nan. 2. Tạo mẫu vạch. Để tạo được mẫu vẽ ta thao tác như sau : – Đọc kỹ bản vẽ hoặc quan sát mẫu, đặt cụ thể lên vật tư làm mẫu vẽ sau đódùng bút chì vạch hình dáng cụ thể. – Kích thước mẫu vẽ được giám sát như sau : A x B = ( a + độ dư gia công ) x ( b + độ dư gia công ) Trong đó : A : chiều rộng của mẫu vạchB : chiều dài của mẫu vạcha : chiều rộng của chi tiếtb : chiều dài của cụ thể. Tiếp tục dùng cưa lọng hoặc cưa vanh để cắt mẫu theo mực vạch, làm nhẵnmặt cắt để đường vạch mẫu không không nhẵn. Lưu ý : chọn vật tư làm mẫu vạch, tạo mẫu vạch đúng chuẩn giám sát lượng dưgia công trên mẫu vạch quyết định hành động tỷ suất tận dụng và chất lượng gia công3. Thao tác, sử dụng mẫu vạch. Đặt mẫu vạch lên tấm ván sao cho đan sen nhiều mẫu vạch khác nhau đểnâng cao tỷ suất tận dụng gỗ. Dùng bút chì vạch lên tấm ván theo hình dáng mẫu vạch. Hình 4.8 : Sử dụng mẫu vạch. Câu hỏi ôn tập. Câu hỏi 1 : Hãy liệt kê những loại dụng cụ đo vạch thường dùng trong nghề mộcdân dụng ? Câu hỏi 2 : Hãy trình diễn cách chọn vật tư làm mẫu vạch, tạo một mẫu vạchhoàn chỉnh, cách sử dụng mẫu vạch ? Thực hành tại xưởng. Bài thực hànhTên bài : Các dụng cụ đo, vạch và Mẫu vạch. Yêu cầu : Đây là bài thực hành thực tế tiên phong học viên làm quen với những loại dụng cụ đovạch dấu trong nghề mộc. Nội dung thực hành thực tế tuy không khó và không nguyhiểm nhưng nó yên cầu sự tỷ mỉ, cẩn trọng và đúng chuẩn, thế cho nên nhu yếu những họcviên phải tập trung chuyên sâu, trang nghiêm để triển khai tốt những việc làm được phân công. Địa điểm : Tại xưởng thực hànhBiện pháp bảo đảm an toàn : Trong việc sử dụng những dụng cụ đo, vạch và mẫu vạch tuy không nguyhiểm đến người và máy móc, nhưng để tạo thói quen trong quy trình thực hànhcũng như sản xuất sau này, những học viên phải : – Thường xuyên mang bảo lãnh lao động cá thể. – Kiểm tra kỹ và thực thi chỉnh sửa liên tục những dụng cụ đo, vạch. – Thu xếp chỗ thao tác ngăn nắp, ngăn nắp và thật sạch. Nguồn lực tương quan : + Có không thiếu bản vẽ phong cách thiết kế cụ thể hoặc vật mẫu. + Có đủ những dụng cụ đo, vạch và mẫu vạch : – Dụng cụ đo : thước cuộn, thước là. – Dụng cụ vạch : bút chì ( hoặc bút bi hoặc mũi vạch ), cữ vạch. – Các loại mẫu vạch : mẫu vạch chân sau ghế tựa 3 nan cong, mẫu vạch nan congcủa ghế 3 nan cong + Có đủ những loại gỗ ván, gỗ thanh để vạch mực được phôi những cụ thể khung củacác mẫu sản phẩm mộc : bàn và ghế học viên, bàn thao tác, ghế tựa, tủ hồ sơ. Chuẩn bị cho việc làm : Chuẩn bị chỗ thao tác. Xem lại bản vẽ những chi tiết cụ thể của bàn và ghế học viên, bàn thao tác, ghế tựa, tủ hồ sơ. Xắp xếp những nguyên vật liệu theo từng vị trí thao tác. Học viên tự chuẩn bị sẵn sàng dụng cụ ( kiểm tra số lượng và độ đúng mực của những dụngcụ đo, vạch và mẫu vạch ) và sắp xếp chỗ thao tác. Chia nhóm và phân công những việc làm cho từng nhóm, từng người trong nhóm. Nội dung thực tập. Đo và vạch mực những cụ thể khung của những mẫu sản phẩm mộc : bàn và ghế học viên, bànlàm việc, ghế tựa, tủ hồ sơ. Bài 2C ưa dọc. Giới thiệu : Rọc gỗ là một việc làm tương đối khó, yên cầu nhiều thời hạn, nhiều sứclực và dễ gây tai nạn đáng tiếc lao động. Để rọc gỗ được tốt, ngoài việc phải thực hiệnđúng tư thế và thao tác, người thợ còn phải biết mở, rửa và chỉnh sửa cưa để khirọc lưỡi cưa ăn gỗ ngọt, đúng chuẩn và đỡ tốn sức cho người rọc gỗ. Bài học “ Cưa dọc ” được biên soạn nhằm mục đích giúp những học viên phân biệt đượccấu tạo của cưa dọc, biết cách mở, rửa, chỉnh sửa cưa dọc và đặc biệt quan trọng, bài họcgiúp học viên rèn luyện kỹ năng và kiến thức rọc gỗ bằng cưa dọc. Mục tiêu thực thi : Học xong bài này, học viên sẽ có năng lực : 1. Mở, rửa cưa rọc đúng tiêu chuẩn kỹ thuật2. Căn chỉnh và sửa chữa thay thế cưa rọc bảo vệ cưa hoạt động giải trí tốt3. Rọc gỗ đúng tư thế, đúng kỹ thuật và bảo vệ an toànĐề cương nội dung : 1. Cấu tạo cưa rọc2. Mở cưa rọc3. Rửa cưa rọc4. Căn chỉnh cưa rọc5. Dọc gỗ bằng cưa rọcBài thực hành thực tế ứng dụng. Rọc phôi những chi tiết cụ thể của những loại sản phẩm mộc bằng cưa rọc : bàn và ghế học viên, bàn thao tác, ghế tựa, tủ hồ sơ. Các hoạt động giải trí trên lớp. I. Cấu tạo cưa rọc. 10C ưa dọc có tính năng dùng để pha ván xẻ thành những thanh gỗ nhỏ và để dọcnhững tấm ván xẻ. 1602580880H ình 5.1 : Cấu tạo cưa dọc. 1. Chằng cưa ; 2. Tay cưa ; 3. Chống cưa ; 4. Ráu cưa ; 5. Lưỡi cưa. Cưa dọc gồm những bộ phận sau : 1. Chằng cưa. Được làm bằng gỗ dai dẻo có tỷ trọng trung bình. Thường chằng cưa là mộtthanh gỗ có chiều dày 25 mm, có cấu trúc như hình 5.2.1210403025 Hình 5.2 : Cấu tạo chằng cưa. 2. Tay cưa. Được làm bằng gỗ tốt ( gỗ lim, gỗ giáng hương … ) và không có khuyết tật đểkhi néo cưa, tay cưa không bị gãy hoặc biến dạng quá nhiều. 32223015153. chống cưa. 25014H ình 5.3 : Cấu tạo tay cưa. 11C hống cưa nên làm bằng gỗ nhẹ, thẳng thớ, nên chọn loại gỗ có sức chịu néndọc thớ cao và không bị ảnh hưởng tác động của điều kiện kèm theo ngoại cảnh làm cong vênh, nứtnẻ. Chống cưa thường có dạng búp đòng như hình vẽ. 2520820H ình 5.4 : Cấu tạo chống cưa4. Ráu cưa. Được tiện bằng gỗ cứng và1424dai như lim, giáng hương …, yêucầu gỗ làm ráu cưa không cómắt hoặc những khuyết tật khác. 4030H ình 5.5 : Cấu tạo ráu cưaNgoài ra người ta còn sử dụngốc vít để làm ráu cưa. Đường kính của lỗ khoan lắpchốt cưa phải vừa bằng đườngkính của chốt cưa, lỗ khoancách đầu ráu cưa tối thiểu là30mm. 5 : Lưỡi cưa. Được làm bằng thép cứng, thường có size : dàI 700 – 800 mm, rộng 40 mm, dày 0,6 – 0,7 mm. 600300H ình 5.6 : Các thông số kỹ thuật kỹ thuậtcủa răng cưa. Răng cưa có hình tam giácvuông và có những thông số kỹ thuật kỹthuật sau : 12 – Góc trước γ = 00, góc sauα = 300, góc mài β = 600. – Bước răng cưa dọc thường có t = 6 mm, cắt gỗ rắn thì bước răng lớn, cắt gỗmềm thì bước răng nhỏ. – Chiều cao của răng cưa : h = 4 – 4,5 mm. II. Mở cưa dọc. Muốn cưa được tốt người thợ phảichọn cưa tốt, lưỡi cưa thật chuẩn, răngcưa thích hợp và thao tác cưa tốt. Ngoàira cần phải biết mở và rửa lưỡi cưaHình 5.7 : Cái mở cưađúng kỹ thuật thì khi cưa mới đạt năngsuất cao, bảo vệ được nhu yếu kỹthuật và chất lượng mẫu sản phẩm. Bất kỳ một lưỡi cưa tay nào cũng phải mở răng cưa mới cưa được vì khi lưỡicưa chưa mở thì bề dày lưỡi cưa và mạch cưa bằng nhau. Cưa cắt vào vào gỗkhông thoát mùn cưa ra ngoài được, cưa bí và nặng cưa. Cho nên trước khi cưaphải mở cưa, tức là mở nghiêng răng cưa sang hai bên để khi cưa, mạch cưarộng hơn bề dày lưỡi cưa. Mở cưa : dùng dao mở, nếu không có dao mở cưa thì tự tạo ra cái mở cưanhư sau : dùng cưa sắt cắt một đường vào cạnh úp bào, sau đó khoan một lỗ nhỏdưới đáy vết cắt ( để khi mở răng cưa không bị tròn mất mũi răng ). Khi chế tạocái mở cưa thì nên chế nhiều khe to, nhỏ, sâu, rộng khác nhau, để mở đượcnhiều loại cưa khác nhau. Một cái mở cưa tốt là chiều sâu khe phải bằng chiều cao h của răng cưa ( chiều sâu tính từ tâm lỗ khoan ), chiều rộng khe bằng chiều dày lưỡi cưa : chiềudày cái mở bằng 0,3 – 0,4 bước răng ( bước răng là khoảng cách của đỉnh hairăng sau đó nhau ). Khi mở cưa, để cưa quay đầu răng về phía mình, ngược với chiều răng khicưa gỗ. Kẹp lá cưa vào bàn kẹp bằng gỗ. Nếu không có bàn kẹp, dùng một thanhgỗ cứng, cưa một rãnh theo chiều dọc thớ gỗ, rồi đặt lưỡi cưa vào rãnh cưa để13mở cưa. lưỡi cưa phải để cao hơn bàn kẹp từ 8 – 10 mm, đưa cái mở vào từngrăng cưa để mở cưa. Mở đúng kỹ thuật : – Với gỗ mềm và ướt mở theo nguyên tắc 1 răng mở sang trái, răng gần kềmở sang bên phải, mở cưa như này được gọi là mở cưa hàng đôi. Chiều rộng ởđầu răng bằng 2 lần chiều dày lá cưa. Mở đều sang 2 bên. – Với gỗ cứng và khô nên mở theo nguyên tắc : 1 răng mở sang trái, 1 rănggiữ nguyên 1 răng mở sang phải, mở cưa như này được gọi là mở cưa hàng ba. Chiều rộng ở đầu răng bằng 1,5 lần chiều dày lá cưa. Mở đều sang 2 bên. Mũi răng cưa được mở về phía nào phải nằm trên một đường thẳng ở phíađó. Nếu mở mũi răng không đều nhau, mạch cưa sẽ ăn xiên về phía nào răng cưacó độ xiên nhiều hơn. Mở mũi răng cưa rộng quá mạch cưa sẽ ăn liếm, mở hẹp quá cưa sẽ rít, năngsuất kém. Muốn mở lưỡi cưa cho tương thích phải địa thế căn cứ vào đối tượng người dùng gỗ giacông. Chiều rộng lưỡi cưa khi mở từ 1,5 – 2 lần chiều dày lưỡi cưa. III. Rửa cưa dọc. 1. Làm bằng răng cưa. Sau nhiều lần sử dụng, đầu răng cưa sẽ dài ngắn khác nhau, răng cưa nhưvậy khi sử dụng dễ bị nhảy, lệch đường cưa, gỗ cưa ra dễ bị xù lông, nứt xước. Lúc đó cần triển khai làm bằng răng cưa. Khi làm bằng răng cưa hoàn toàn có thể dùng đá mài dầu hoặc dũa dẹt đặt trên đầu răngcưa kéo đi kéo lại vài lần để làm bằng giữa răng cao răng thấp. Khi kiểm tra độ cao thấp răng cưa có thống nhất hay không hoàn toàn có thể đặt phầnrăng cưa dưới ánh sáng. Phần răng bị mài sẽ phản chiếu ánh sáng lóng lánh. Khiđiểm phản chiếu ánh sáng của răng tháp vừa Open, việc mài bằng kết thúc, hoàn toàn có thể triển khai dũa răng. Nói chung không phải mỗi lần trước khi dũa răng đều phải thực thi làmbằng răng. Chỉ khi răng cưa Open cao thấp không đều mới triển khai làmbằng. 2. Rửa cưa. 14D ùng rũa rửa cưa là rũa 3 cạnh, phải sắc, đều răng, bề rộng mỗi cạnh rũa từ8 đến 10 mm. Chọn loại rũa có size tương thích với kích cỡ của hầu răngvà bước răng cưa. Rũa được tra cán chắc chắnCưa được rửa phải chắc như đinh, lưỡi cưa căng đúng tiêu chuẩn, đặt lưỡi cưavào bàn kẹp bằng gỗ để kẹp lưỡi cưa chắc như đinh, miệng kẹp có chiều rộng vàchiều sâu tương thích với kích cỡ lưỡi cưa. ( nếu không có bàn kẹp, dùng mộtHình 5.9 : Thao tác rửa cưaHình 5.8 : Bàn kẹp lưỡi cưathanh gỗ cứng, cưa một rãnh theo chiều dọc thớ gỗ, rồi đặt lưỡi cưa vào rãnhcưa để rũa cưa. Lưỡi cưa phải để cao hơn bàn kẹp từ 8 – 10 mm ). Tuần tự rũaRũa cưa900Hình 5.10 : Cách đặt rũa và tuần tựrửa cưa. Cầm dũa thật ngang, trục giữa vuông góc với mặt lưỡi cưa. Tay phải cầm cándũa, tay trái cầm vào mũi dũa. Lần lượt rũa từ răng đầu đến răng cuối của lưỡicưa, mỗi lần dũa 2 đến 3 nhát cho đều tay. Không được dũa răng cao, răng thấp, răng to, răng nhỏ. Vết dũa vuông góc với mặt phẳng lá cưa, bờ cạnh dũa ăn vàokẽ răng cưa. Nếu trường hợp lưỡi cưa có răng cao, răng thấp nhiều, phải dùngdũa cà trên đầu răng cho thẳng, rồi mới mở màn rửa cưa. Nếu có răng to, răng15nhỏ, thì cho dũa ăn về phía răng to và nới bên răng nhỏ ra cho đều dần. Rũa mộtlần chưa sắc thì dũa thêm lần thứ hai. Rũa xong kiểm tra lại, nếu răng sắc đều vàtất cả những đỉnh răng ở mỗi phía đều nằm trên một đường thẳng ở phía đó. IV. Căng chỉnh cưa rọc. 1. Căng cưa. Muốn căng cưa được tốt ta phải có kích cỡ chiều dài của chằng cưa vàchống cưa thích hợp. Chằng cưa có size chiều rộng và chiều dày như đã nêu ở phần cấutạo. Còn size chiều dài giữa hai mặt ngoài lỗ mộng để lắp tay cưa phảinhỏ hơn khoảng cách theo chiều dài giữa mặt ngoài của 2 lỗ khoan lắp chốt củalá cưa và khoảng cách từ lỗ khoan ở thân ráu cưa đến đế ráu cưa của 2 ráu cưa là10-15mm. Chống cưa có chiều dài lớn hơn khoảng cách ( theo chiều dài ) giữa hai mặtngoài lỗ mộng để lắp tay cưa là 7 – 8 mm. Khi căng cưa, cần lắp tổng thể những cụ thể của cưa theo hình vẽ cấu trúc đúngvị trí, đúng kích cỡ. Chú ý ở phần lá cưa chỉ lắp chốt một đầu còn một đầu đểtự do, sau khi vam ta mới lắp nốt chốt đầu còn lại ( chỉ lúc này mới khoan lỗ chốttrên ráu cưa đầu còn lại ). Chú ý : Khi tăng lực ép cần tăng từ từ để tránh làm vỡ chằng cưa hay làmgãy tay cưa. Ngoài ra khi căng cưa cần kiểm soát và điều chỉnh ráu cưa. Khi tháo vam, phảitháo từ từ, tránh tháo nhanh gây lực kéo động làm đứt chốt cưa hoặc làm vỡ ráucưa. Trong quy trình sử dụng, lưỡi cưa sẽ bị chùng, không đủ độ căng thiết khiđó ta hoàn toàn có thể kiểm soát và điều chỉnh lại như sau : – Thay đổi lại kích cỡ, vị trí của một vài cụ thể của cưa ( thay một vài chi tiếtbị hỏng hoặc kém chất lượng ) như : thay chằng cưa trong đó có rút ngắn khoảngcách giữa 2 lỗ mộng ở 2 đầu chằng cưa ; thay thanh chống khác có chiều dài lớnhơn, thay ráu cưa mới … – Thêm đệm mặt ngoài 2 lỗ mộng đầu chằng cưa hoặc đệm đế ráu cưa. 2. Điều chỉnh góc nghiêng của lưỡi cưa so với mặt phẳng khung cưa. 16V ặn lưỡi cưa nghiêng so với mặt phẳng khung cưa từ 100 o – 120 o ( lưỡi cưakhông được vênh ). Tay phải cầm vào chỗ bám cưa, trùm cả lên đầu tay cưa. Bảng 5.1 : Các bước tháo, ráp, kiểm tra và chỉnh sửa cưa dọc. 1. Tháocưa – Dụng cụ tháo cưa dọc phải đủ và hoạt động giải trí tốt ( gồm vam, dọckìm, búa ) – Tháo đúng trình tự, đúng kỹ thuật ( tháo lá cưa – thanhchống cưa – chằng cưa – ráu cưa ) – Kiểm tra, phát hiện hư hỏng từng cụ thể của cưa2. Lắp cưa – Dụng cụ lắp cưa dọc phải đủ và hoạt động giải trí tốt ( gồm vam, dọckìm, búa ) – Lắp đúng trình tự, đúng kỹ thuật ( trình tự lắp ngược lạivới tháo ) 3. Kiểm tra – Kiểm tra được độ căng của lưỡi cưacưa dọc – Kiểm tra được độ nghiêng của lưỡi cưa – Kiểm tra khung cưa có chắc như đinh không – Kiểm tra được lưỡi cưa xem có cần phải mở hoặc rửakhông4. Chỉnh độ – Lưỡi cưa đủ căng ( chằng cưa, tay cưa, ráu cưa, chốt … dủcăng lá cưakhả năng chịu lực. ) – Tay cưa bị biến dạng ít5. Chỉnh góc Đạt những tiêu chuẩn : nghiêngcưalá – Lưỡi cưa không bị vặn ( nằm trong 1 mặt phẳng ) – Phù hợp với người cưa ( thao tác cưa tự do ) V. Rọc gỗ bằng cưa dọc. Trước khi rọc một chi tiết cụ thể hay một tấm váncần lấy dấu mực đường cưa, đặt ván lên cầubào, dùng êtô hoặc cảo chữ C hoặc cảo mỏquạ ( cảo mỏ quạ là một thanh thép tròn, 12 cm, được uốn cong một đầu hình cái mỏ quạ, 17 một đầu thẳng, nhọn để đóng vào lỗ có sẵntrên mặt bàn ) giữ cố định và thắt chặt tấm ván cho chắcchắn vào cầu bào để cưa. Hai chân đứng cách nhau khoảng chừng 25 – 30H ình 5.11 : Thao tác rọc gỗ bằng cưa dọccm theo chiều ngang, chân dạng ngang vai. Chân trái đứng trên, chân phải đứng dưới. Người hơi ngả về phía trước, đầu thẳng saocho khi cưa đáu cưa luôn luôn thẳng dọc theosống mũi. Hai tay nâng lên, hạ xuống cân đối, uyển chuyển, lê dài cho gần hết lưỡi cưa, khihạ cưa xuống không lên cho cưa ăn quá mạnh, vì cho cưa ăn mạnh lưỡi cưa ăn vào gỗ khôngkịp, lưỡi cưa sẽ bị vặn, đường cưa sẽ xiêuxẹo. Mắt phải luôn luôn theo dõi đường cưaxem đường cưa có thẳng, bám mực và vuônggóc không. Câu hỏi ôn tậpCâu hỏi 1 : Trình bày cấu trúc cưa dọc ? Câu hỏi 2 : Hãy trình diễn cách mở, rửa cưa dọc theo đúng tiêu chuẩn kỹthuật ? Câu hỏi 3 : Trình bày cách rọc gỗ bằng cưa dọc theo đúng nhu yếu kỹ thuật ? Thực hành tại xưởng. Bài thực hànhtên bài : Cưa dọc. Yêu cầu : Đây là bài thực hành thực tế học viên làm quen với việc rọc gỗ bằng cưa dọc, làm quenvới cách mở, rửa cưa dọc. Nội dung thực hành thực tế yên cầu sự tỷ mỉ, cẩn trọng vàchính xác18. Trong quy trình rọc gỗ lại mất nhiều sức lực lao động, dễ gây tai nạn thương tâm lao động, vìvậy nhu yếu những học viên phải tập trung chuyên sâu, tráng lệ thực thi đúng tiến trình kỹthuật, đúng tư thế khi thực hiên những việc làm được phân công. Địa điểm : Tại xưởng thực hànhBiện pháp bảo đảm an toàn : Mở, rửa, chỉnh sửa cưa và rọc gỗ là những việc làm yên cầu sự đúng chuẩn, mấtnhiều công sức của con người và cũng dễ bị mất bảo đảm an toàn, thế cho nên những học viên phải : – Thường xuyên mang bảo lãnh lao động cá thể. – Kiểm tra kỹ những dụng cụ trước khi sử dụng : dũa cưa, cưa, cầu bào, vamkẹp … Nếu phát hiện thấy sử dụng chưa tốt hoặc không bảo vệ bảo đảm an toàn thì phảichỉnh sửa lại. – Thu xếp chỗ thao tác ngăn nắp, ngăn nắp và thật sạch. Nguồn lực tương quan : + Có không thiếu bản vẽ phong cách thiết kế những cụ thể hoặc những chi tiết cụ thể mẫu. + Có đủ những dụng cụ đo, vạch và mẫu vạch. + Có đủ cưa dọc và những dụng cụ mở, rửa cưa dọc. + Có đủ những cầu bào và vam kẹp. + Có đủ những loại gỗ ván, gỗ thanh để tạo phôi những cụ thể khung của những sảnphẩm mộc : bàn và ghế học viên, bàn thao tác, ghế tựa, tủ hồ sơ. Chuẩn bị cho việc làm : Chuẩn bị chỗ thao tác. Xem lại bản vẽ những chi tiết cụ thể của bàn và ghế học viên, bàn thao tác, ghế tựa, tủ hồ sơ. Xắp xếp những nguyên vật liệu theo từng vị trí thao tác. Học viên tự chuẩn bị sẵn sàng dụng cụ ( kiểm tra số lượng và độ đúng mực của những dụngcụ ) và sắp xếp chỗ thao tác. Chia nhóm và phân công những việc làm cho từng nhóm, từng người trong nhóm. Nội dung thực tập. 1, Rửa cưa dọc. 19TT Nội dungChỉ dẫn thực hiệnYêu cầu kỹDụng cụ, những côngthuậttrang bịviệcChuẩn bị Chuẩn bị : – Dũa rửa cưa là rũa 3 cưacạnh, phảivà – Cưa dọcdụng cụ – Dũa cưarửa cưasắc, đềurăng, bề rộng mỗi cạnh – Bàn kẹp bằng gỗ để rũa từ 8 đến 10 mmkẹp lá cưa – Dũa được tra cán chắcchắnCưa được rửa phải chắcchắn, lưỡi cưa căng đúngtiêu chuẩn. – Bàn kẹp bằng gỗ đểkẹp lưỡi cưa chắc như đinh, miệng kẹp có chiềurộng và chiều sâu phùhợp với size lưỡi2. cưa. Rũa cưa Cầm dũa thật ngang, – Vết rũa vuông góc với dọctrục giữa vuông góc với mặt phẳng lá cưadọcmặt lưỡi cưa. Tay phải – Bờ cạnh dũa ăn vào kẽ cầm cán dũa, tay trái răng cưaCưaDũacưacầm vào mũi dũa. Lần – Rũa lần lượt từ đầu – Bànlượt rũa từ răng đầu đến đến đuôI lưỡi cưakẹp bằngrăng cuối của lưỡi cưa, gỗđểmỗi lần dũa 2 đến 3 kẹplánhát cho đều tay. cưa20Kiểm tra, Kiểm tra răng xem có – Mũi răng cưa nhọn chỉnhhiện tượng : răng to, đều và sắcsửanhỏ, cao, thấp không – Tất cả những đầu răng đều – CưadọcDũađều ; răng cùn, răng cùng nằm trên 1 mặt cưasắc. phẳng, không có răng to – Bàn, răng nhỏ ; răng cao, kẹp bằngrăng thấp. gỗđểkẹplácưa2, Mở cưa dọc. TT Nội dungChỉ dẫn thực hiệnYêu cầu kỹDụng cụ, những côngthuậttrang bịviệcChuẩn bị Chuẩn bị : – Dụng cụ mở cưa cócưachiều dày tương thích vớivà – Cưa dọcdụng cụ – Cái mở cưamở cưakích thước của răng cưa, – Bàn kẹp bằng gỗ để bề rộng và bề sâu củakẹp lá cưamiệng mở tương thích vớichiều dày lưỡi cưa vàchiều cao răng cưa. – Cưa được mở phải chắcchắn, lưỡi cưa căng đúngtiêu chuẩn – Bàn kẹp bằng gỗ để kẹplá cưa chắc như đinh, miệngkẹp có chiều rộng vàchiều sâu tương thích vớikích thước lưỡi cưaMở cưa Khi mở cưa, để cưa – Mở đúng kỹ thuật ( với dọcCưaquay đầu răng về phía gỗ mềm và ướt mở hàng dọcmình, ngược với chiều 2. Chiều rộng ở đầu răng – Cái mở21răng khi cưa gỗ. Kẹp bằng 2 lần chiều dày lá cưalá cưa vào bàn kẹp cưa. Với gỗ cứng và vừa – Bànbằng gỗ. Đưa cái mở nên mở hàng 3. Chiều kẹp bằngvào từng răng cưa để rộng ở đầu răng bằng 1,5 gỗđểmở cưa. lálần chiều dày lá cưa ) kẹp – Mở đều sang 2 bêncưaKiểm tra, Kiểm tra răng xem có – Răng nghiêng đềuchỉnhhiệndọcsửanghiêng không đều – Độ nghiêng 2 phía đều – Cái mởtượng : răng – Mũi răng thẳng hàngsang hai bên, độ mở nhaucưacủa cưa có tương thích – Độ mở của cưa tương thích không. với từng loại gỗCưaBànkẹp bằnggỗđểkẹplácưa3, Căng, chỉnh cưa dọc. TT Nội dungChỉ dẫn thực hiệncác côngYêu cầu kỹDụng cụ, thuậttrang bịviệcTháo cưa – Chuẩn bị dụng cụ : – Dụng cụ tháo cưa dọc dọcvam, kìm, búa. phải đủ và hoạt động giải trí tốtCưadọc – Tháo theo trình tự : – Tháo đúng trình tự, đúng – Vam éptháo lá cưa – thanh kỹ thuật. chống cưa – chằng cưa – KìmBúa – ráu cưa. đinhLắp cưa – Chuẩn bị dụng cụ : – Ráp đúng trình tự, đúng Cưadọcvam, kìm, búa. kỹ thuật. dọc – Lắp theo trình tự – Vam épngược với tháo. – KìmBúa22đinhKiểm tra – Kiểm tra được độ – Kiểm tra, phát hiện Cưacưa dọccăng của lưỡi cưa. đúng chuẩn những hư hỏng. dọc – Kiểm tra được độ – Tấm gỗnghiêng của lưỡi cưa. để – Kiểm tra khung cưathửrọccó chắc như đinh không. – Kiểm tra lưỡi cưa cócần phải mở hoắc rửakhông. Chỉnh độ – Lưỡi cưa đủ căngcăngdọclá ( chằng cưa, tay cưa, cưaCưaráu cưa, chốt … dủ khả – Vam épnăng chịu lực ). – Tay cưa bị biếi dạngráu cưaChỉnhít. – Chỉnh góc giữa mặt – Phù hợp với người cưa – gócphẳng lưỡi cưa và ( thao tác cưa tự do ) nghiêngmặtlá cưacưa. phẳngĐệmCưadọckhung – Lưỡi cưa không bị vặn – Ngắm dọc theo ( nằm trong 1 mặt phẳng ) chiều của lưỡi cưa đểkiểm tra xem lưỡi cưacó bị vặn không. 4, Rọc gỗ bằng cưa dọc ( rọc những cụ thể của bàn và ghế học viên, bàn thao tác, ghếtựa, tủ hồ sơ ). TT Nội dungChỉcác công hiệnviệc1. Chuẩdẫnthực Yêu cầu kỹthuậtDụng cụ, trang bị – Chuẩn bị những loại – Các dụng cụ đang ở tình – bị dụng cụ : cưa dọc, trạng hoạt động giải trí tốt. Cưadọc. 23 dụngcầu bào, vam kẹp, – Vật liệu gỗ được chuẩn – Cầucụ, bút chì, thước … vật – Chuẩn bị vật tư thuận tiện trước khi rọc. – Vamliệugỗ. kẹp. bị đủ và được xếp ở vị trí bào. – Bút chì. Đặtcố – Thước. và Dùng êtô hoặc cảo – Cầu bào hoặc bàn chắc Cầuđịnh chữ C hoặc cảo mỏ chắn. bào hoặctấmgỗ quạ hoặc ngồi dẫm – Tấm gỗ luôn không thay đổi bàn. cầnrọc chân lên để cố định và thắt chặt trong quy trình rọc. lênbàn tấm gỗ. – Khi rọc không bị vướng kẹp. hoặc cầuvào cầu bào hoặc bàn. bào. – Đủ rộng để rọcRọcgỗ-Vam – Đường cưa đúng mực – Cưabằng cưavạch. dọc. – Mạch cưa không bị – Bút chì. xiên. dọc. – Thước. – Thực hiện đúng thaotác, đúng tư thế. Bài 3C ưa cắt ngangGiới thiệu : 24C ắt ngang gỗ bằng những loại cưa cắt là một việc làm tuy không khó nhưngđòi hỏi có sự chuẩn xác cao. Để cắt ngang gỗ được nhanh, đúng mực và tốn ítsức lực, ngoài việc phải triển khai đúng tư thế và thao tác, người thợ còn phảibiết mở, rửa và chỉnh sửa cưa để khi cắt lưỡi cưa ăn gỗ ngọt, đúng mực và khôngbị rít. Bài học “ Cưa cắt ngang ” được biên soạn nhằm mục đích giúp những học viên nhận biếtđược cấu trúc của cưa cắt ngang, biết cách mở, rửa, chỉnh sửa cưa cắt ngang vàđặc biệt, bài học kinh nghiệm giúp học viên rèn luyện kỹ năng và kiến thức cắt ngang gỗ. Mục tiêu triển khai : Học xong bài này, học viên sẽ có năng lực : 1. Mở, rửa cưa cắt ngang đúng tiêu chuẩn kỹ thuật. 2. Căn chỉnh và thay thế sửa chữa cưa cắt ngang bảo vệ cưa hoạt động giải trí tốt. 3. Cắt gỗ đúng tư thế, đúngkỹ thuật và bảo vệ bảo đảm an toàn. Đề cương nội dung : 1. Cấu tạo cưa cắt ngang. 2. Mở cưa cắt ngang. 3. Rửa cưa cắt ngang. 4. Căn chỉnh cưa cắt ngang. 5. Cắt ngang gỗ bằng cưa cắt ngang. Bài thực hành thực tế ứng dụng. Cắt đầu phôi những cụ thể của những mẫu sản phẩm mộc bằng cưa cắt ngang : bànghế học viên, bàn thao tác, ghế tựa, tủ hồ sơ. Các hoạt động giải trí trên lớp. I. Cấu tạo cưa cắt ngang. Cưa cắt ngang gồm 6 bộ phận : giằngcưa ( 1 ), chống cưa ( 2 ), tay cưa ( 3 ), dáu cưa ( 4 ), lưỡi cưa ( 5 ) và chốt giữ lưỡi cưa tạothành ( cấu trúc gần giống cưa dọc nhưng có25
Source: https://vh2.com.vn
Category : Đồ Gia Dụng

Khi thiết kế xây dựng nhà ở, chung cư thì hệ thống điện dân dụng an toàn luôn phải đặt lên hàng đầu. Việc lắp đặt đường dây cũng như...

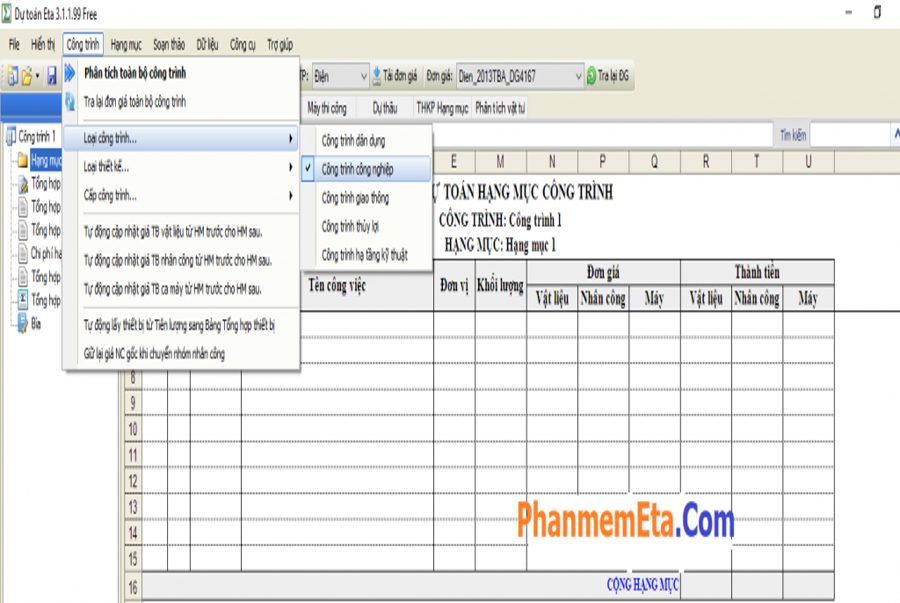
Công trình xây dựng là gì? Phân cấp công trình dân dụng cấp 1, cấp 2, cấp 3 dựa vào quy định thông tư nghị định nào? Là câu hỏi...

Thực hành với công trình Dân dụng Sự lựa chọn tốt nhất khi chưa có điều kiện đi học Song hành với cuốn sách dự toán tập 1, tập 3,...
Phần mềm dự toán công trình điệnPhần mềm dự toán công trình điện – Lập dự toán công trình trạm biến áp đường dây tải điện. Được lập trên địa...