Simulacrum, từ simulacrum Latin, là một sự bắt chước, giả mạo hoặc hư cấu. Khái niệm này được liên kết với mô phỏng, đó là hành động mô phỏng .Một...
Bài tập lập trình Phay CNC từ cơ bản đến nâng cao có lời giải
Sau đây là bài tập cơ bản về phay CNC cơ bản dành cho người mới mở màn, bài tập có lời giải và những bước thực thi đơn cử .
Bài tập lập trình phay cnc có lời giải
Sau đây là bài tập cơ bản về phay CNC dành cho người mới khởi đầu, bài tập có lời giải và những bước triển khai đơn cử. Ngoài những bài tập trên những bạn phải nắm vững kỹ năng và kiến thức quản lý và vận hành máy CNC để hoàn toàn có thể thao tác tốt .
Còn giờ đây khởi đầu với bài tập phay CNC tiên phong ! Trung tâm CAMMECH sẽ hướng dẫn củ thể bài tập này !
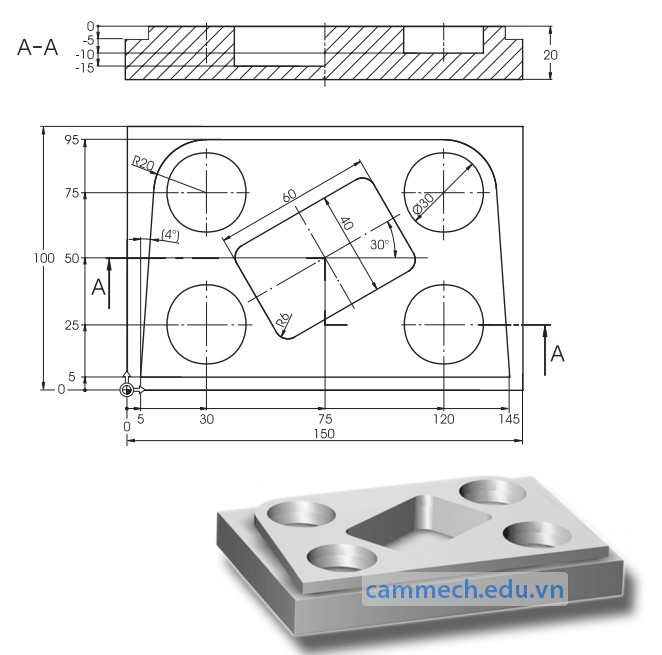
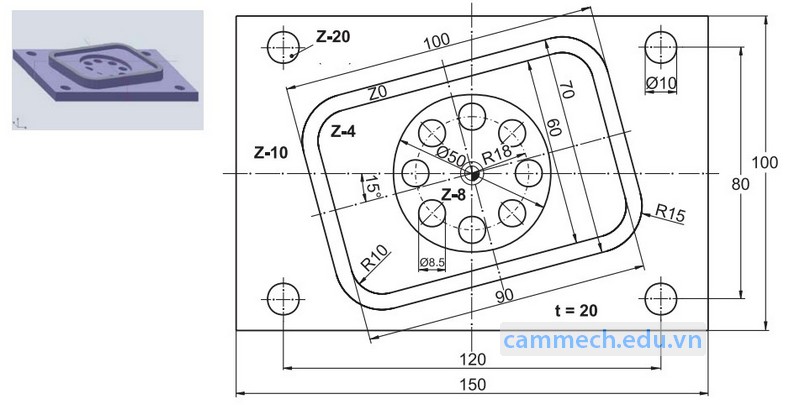
Bài tập phay CNC cơ bản 1:
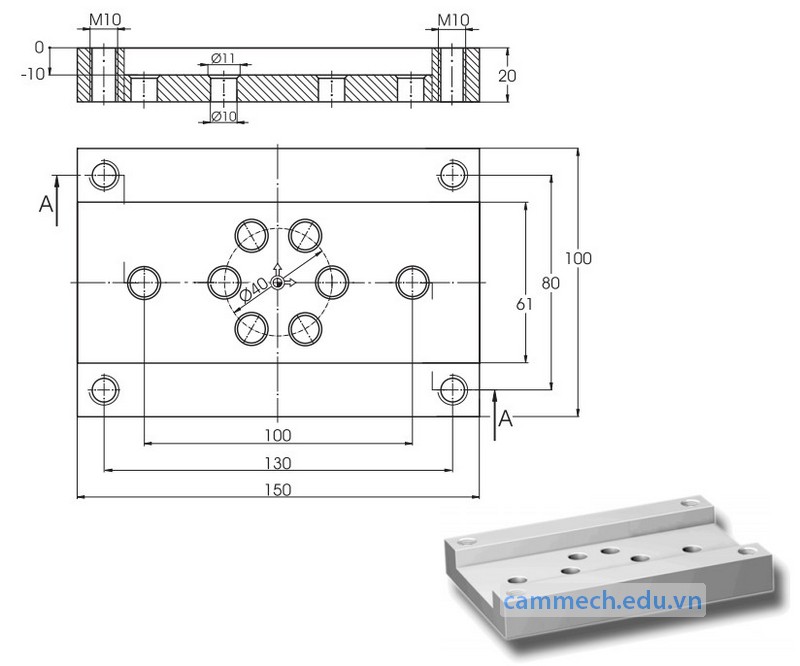
Lập trình tay trên phần mềm Cimco và thực hành gia công chi tiết bên dưới trên máy Phay CNC hệ Fanuc.
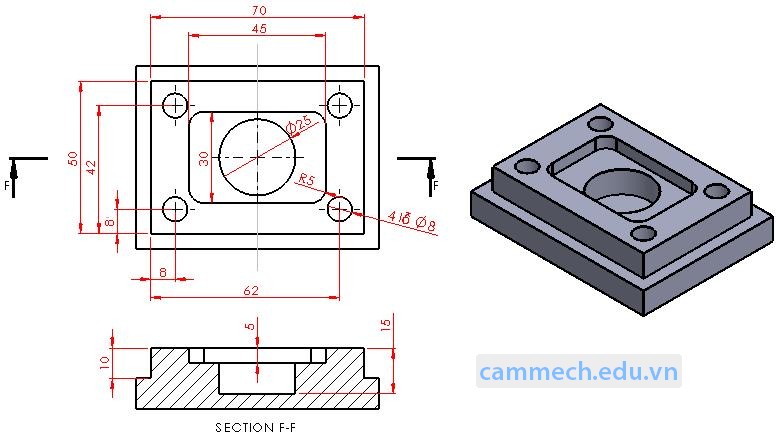
- Chú ý : đặt góc tọa độ ở tâm
- Chuẩn bị phôi, đồ gá và dụng cụ cắt .
|
Vật liệu (phôi) |
Dao |
Đồ gá |
Dụng cụ đo |
|
Nhôm: Kích thước 80 x 60 x 20 mm |
Dao khỏa mặt D100 mm, mũi khoan 8mm, dao ngón D10 mm |
Kẹp chặt bằng ê tô | Thước kẹp, đồng hồ đeo tay so, dụng cụ set tọa độ, dụng cụ set dao … |
Các bước thực hiện làm bài tập Phay CNC:
Bước 1:
Đọc bản vẽ và những nhu yếu của bài tập .
Bước 2:
Chuẩn bị dụng cụ ( phôi, dao, dụng cụ đo … .. ) như trên .
Bước 3:
Lập trình trên ứng dụng Cimco
- Đầu tiên chúng ta tiến hành phay khỏa mặt chi tiết, sử dụng dao FaceMill D100 ( T1 )

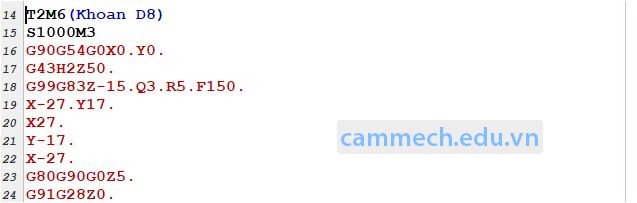
- Tiếp theo thực thi khoan 4 lỗ trên chi tiết cụ thể cũng như lỗ ở giửa tâm cụ thể để xuống dao. ( T2 Drill – D8 )
Sử dụng quy trình khoan lỗ sâu G83, Nhớ hủy quy trình khoan bằng G80 sau khi kết thúc .
- Bước tiếp theo triển khai chạy biên dạng bên ngoài của cụ thể, sử dụng dao phay ngón D10 ( T3 – End Mill D10 )
- Sử dụng chương trình con .
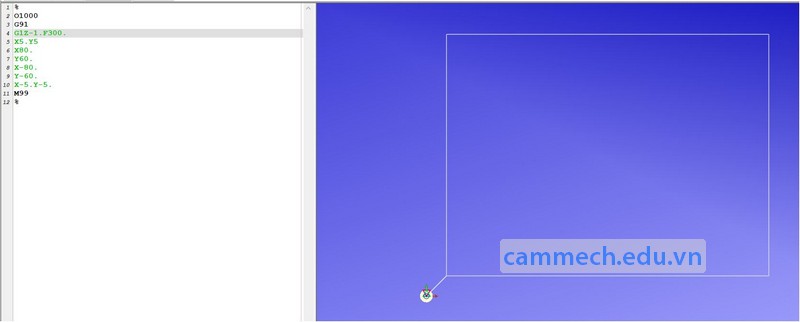
%
O1000
G91
G1Z-1.F300.
X5.Y5
X80.
Y60.
X-80.
Y-60.
X-5.Y-5.
M99
%
- Tiếp theo triển khai chạy biên dạng hóc vuông và hóc tròn bên trong chi tiết cụ thể, sử dụng dao ngón D10
Sử dụng chương trình con cho cả 2 biên dạng hốc.
Thực hiện chạy hốc vuông trước, trong chương trình con hốc vuông tích hợp bù dao phay G41 và hủy bù G40 .
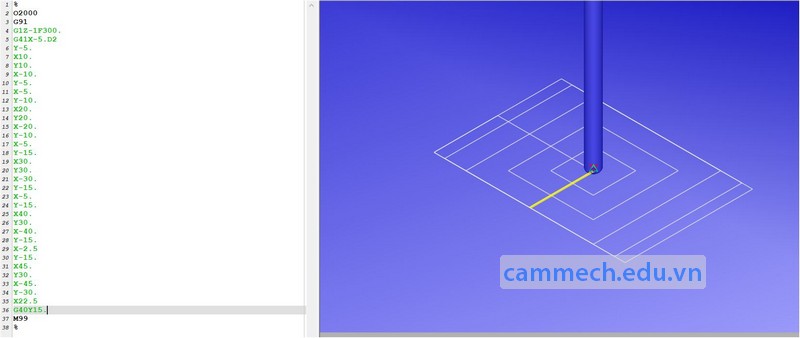
%
O2000
G91
G1Z-1F300.
G41X-5.D2
Y-5.
X10.
Y10.
X-10.
Y-5.
X-5.
Y-10.
X20.
Y20.
X-20.
Y-10.
X-5.
Y-15.
X30.
Y30.
X-30.
Y-15.
X-5.
Y-15.
X40.
Y30.
X-40.
Y-15.
X-2.5
Y-15.
X45.
Y30.
X-45.
Y-30.
X22.5
G40Y15.
M99
%
- Tiếp theo chạy hóc tròn vẫn sử dụng dao ngón D10
Sử dụng Cấu trúc lệnh G2-G3 lập trình theo tọa độ tâm I_J_K .
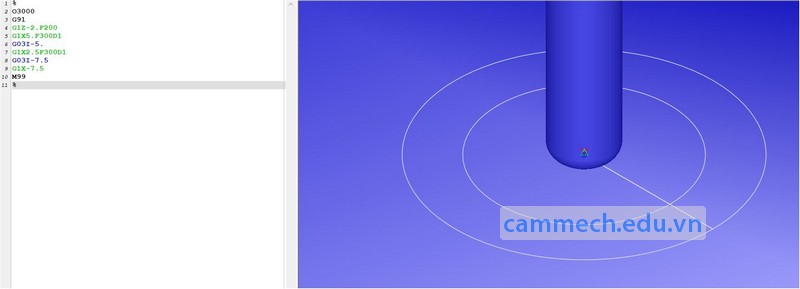
%
O3000
G91
G1Z-2.F200
G1X5.F300D1
G03I-5.
G1X2.5F300D1
G03I-7.5
G1X-7.5
M99
%
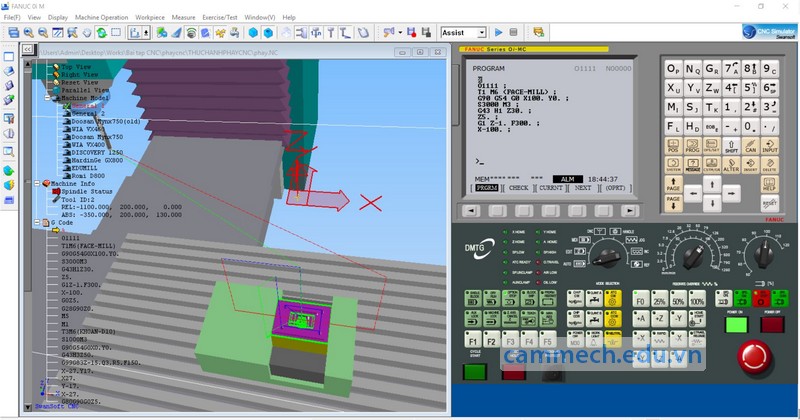
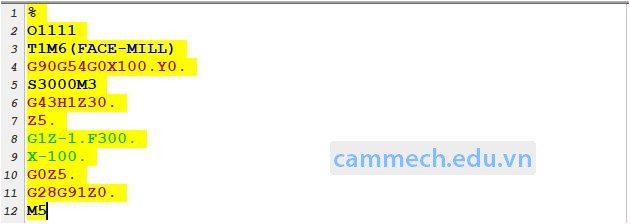
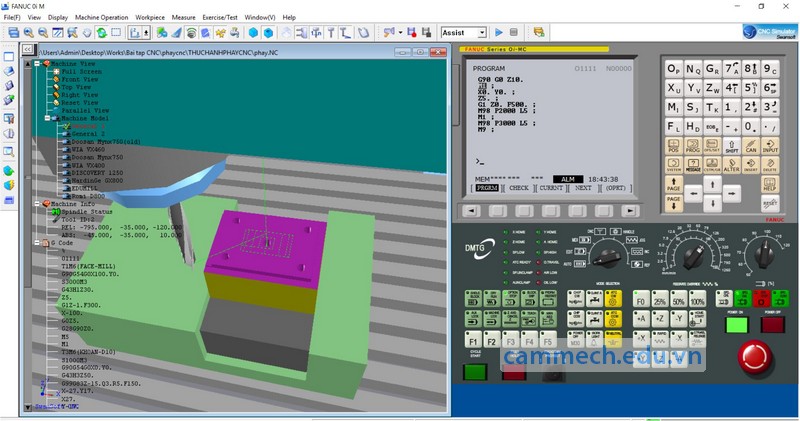
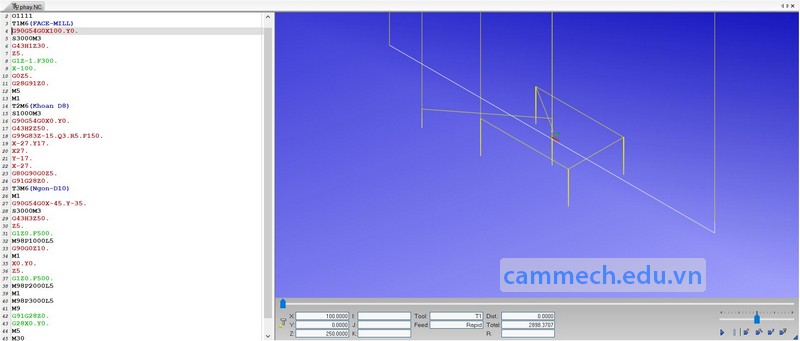
- Chương trình chính tổng quát :
%
O1111
T1M6(FACE-MILL)
G90G54G0X100.Y0.
S3000M3
G43H1Z30.
Z5.
G1Z-1.F300.
X-100.
G0Z5.
G28G91Z0.
M5
M1
T2M6(Khoan D8)
S1000M3
G90G54G0X0.Y0.
G43H2Z50.
G99G83Z-15.Q3.R5.F150.
X-27.Y17.
X27.
Y-17.
X-27.
G80G90G0Z5.
G91G28Z0.
T3M6(Ngon-D10)
M1
G90G54G0X-45.Y-35.
S3000M3
G43H3Z50.
Z5.
G1Z0.F500.
M98P1000L5
G90G0Z10.
M1
X0.Y0.
Z5.
G1Z0.F500.
M98P2000L5
M1
M98P3000L5
M9
G91G28Z0.
G28X0.Y0.
M5
M30
%
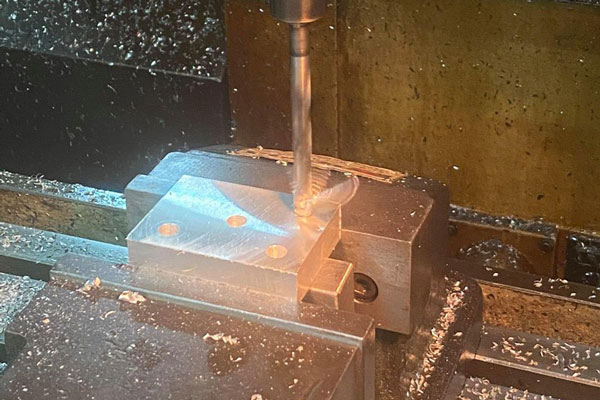
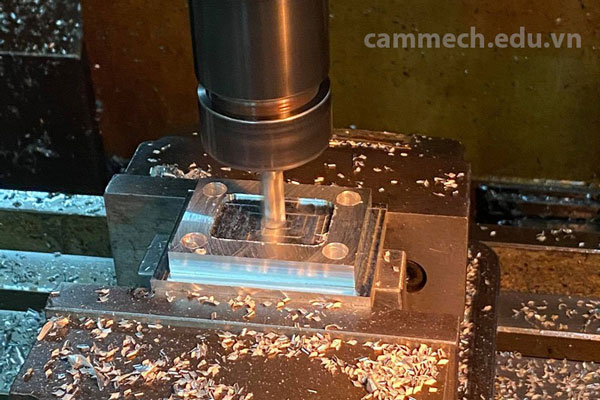
Sản phẩm học viên thực hành thực tế trên máy CNC :

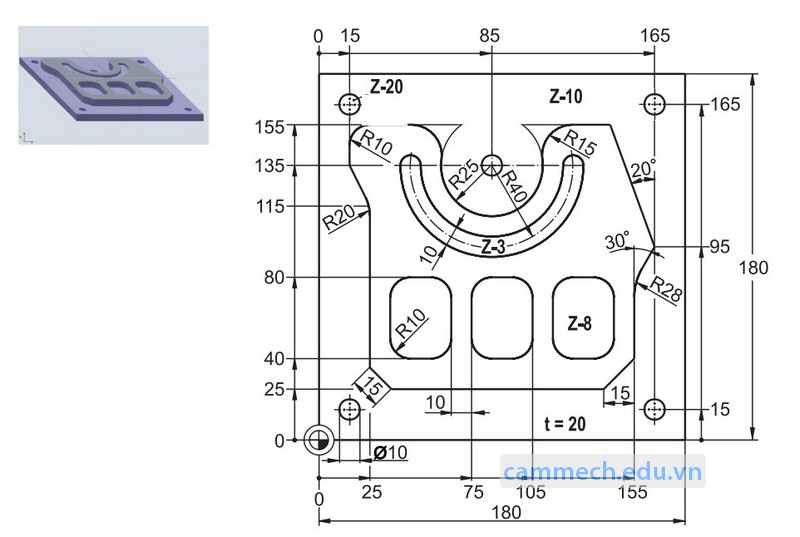
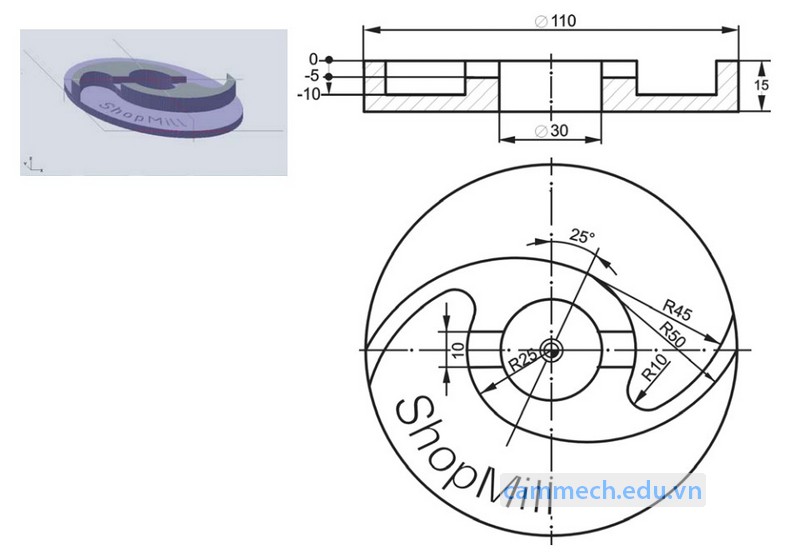
Bài tập phay CNC bạn tự thực hành:
Bài tập 1:
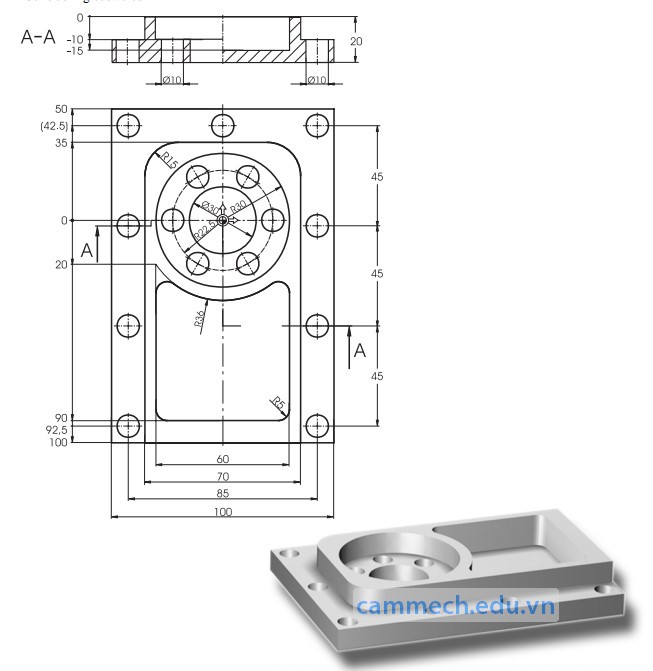
Bài tập 2:
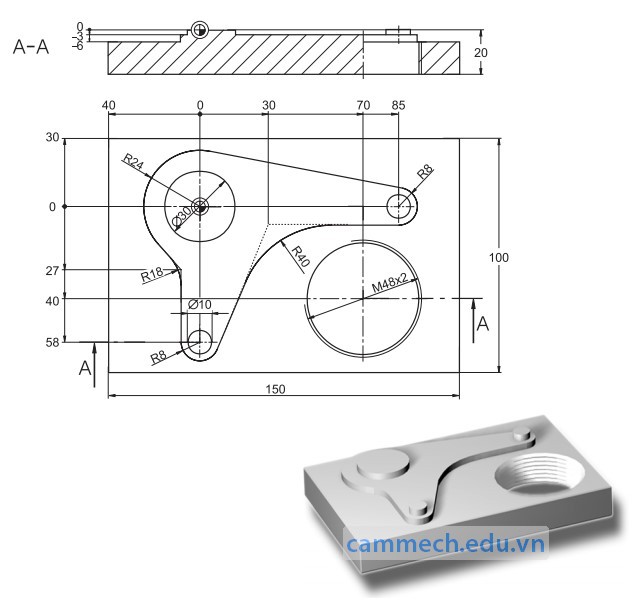
Bài tập 3:
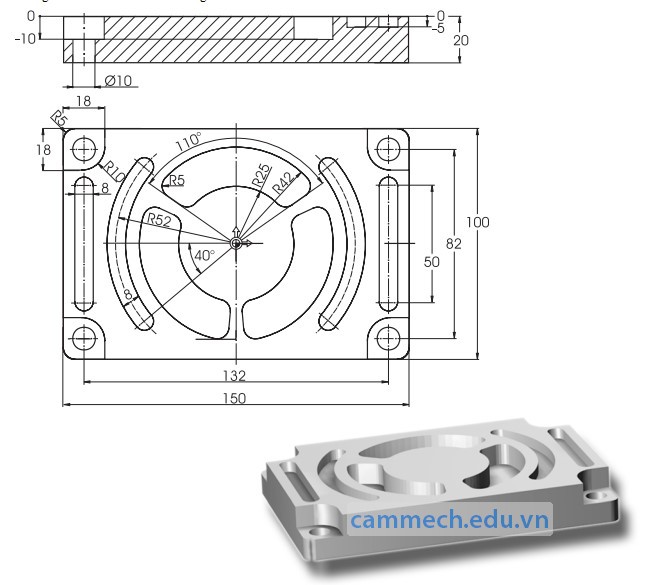
Bài tập 4:
Bài tập 5:
Bài tập 6:
Bài tập 7:
Bài tập 8:
Trên đây là những bài tập Phay CNC cơ bản, CAMMECH sẽ liên tục bổ trợ những bài tập có ích hơn để những bạn hoàn toàn có thể tự học CNC tốt hơn .
Ngoài ra những bạn hoàn toàn có thể tìm hiểu thêm những khóa học về CNC ở link sau đây : https://vh2.com.vn/khoa-hoc-7-2.html
Chúc các bạn thành công!
Source: https://vh2.com.vn
Category : Tin Học

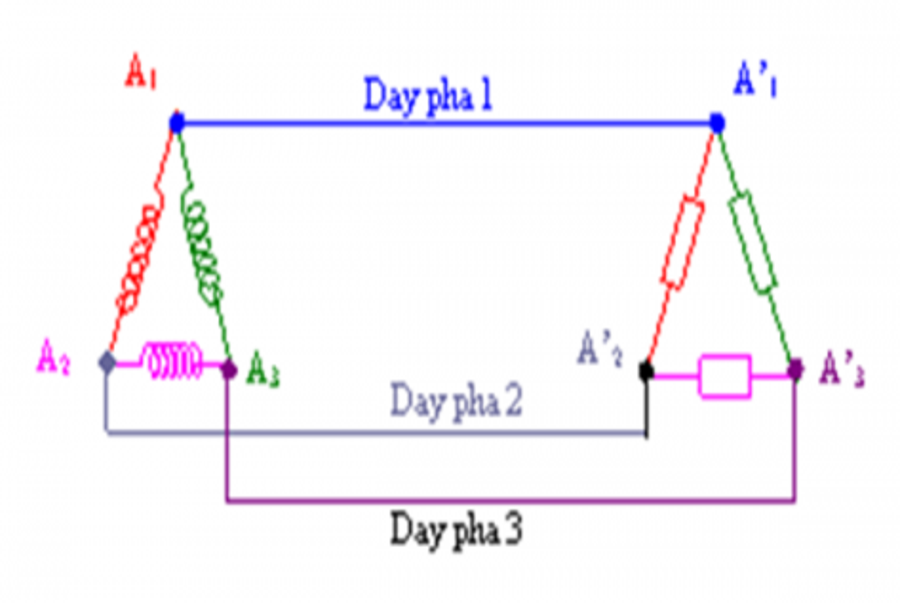
Khởi động sao tam giác là một trong số những phương pháp để khởi động động cơ đơn giản, hiệu quả và tiết kiệm chi phí. Vậy Khởi động sao...
Đồ Án 2: Thiết kế mạch Buck Converter DC-DC Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây...
Nguyên tắc hoạt động máy phát điện xoay chiềuDựa trên hiện tượng cảm ứng điện từ: Khi từ thông qua một vòng dây biến thiên điều hòa, trong vòng dây...
HDSD Led matrix Trong Proteus Và Cách Quét LED SD 8051 ( 8 x 64 ) Ngày 03/08/2010 20:19:50 / Lượt xem: 27279 / Người đăng: biendt / Nguồn: [email protected]...